Lab
Lab4life
Tonawanda, NY, USA
Welcome to Lab4Life – The Lyophiliser Process Development Laboratory
The Lab4Life team includes a number of industry experts who provide assistance to customers worldwide with product development, scale-up and qualification. To enhance this offering, IMA Life has built a development laboratory at the manufacturing facility in Tonawanda, NY.
The team is also dedicated to discovering innovative processes and technologies and is ready to share new developments.
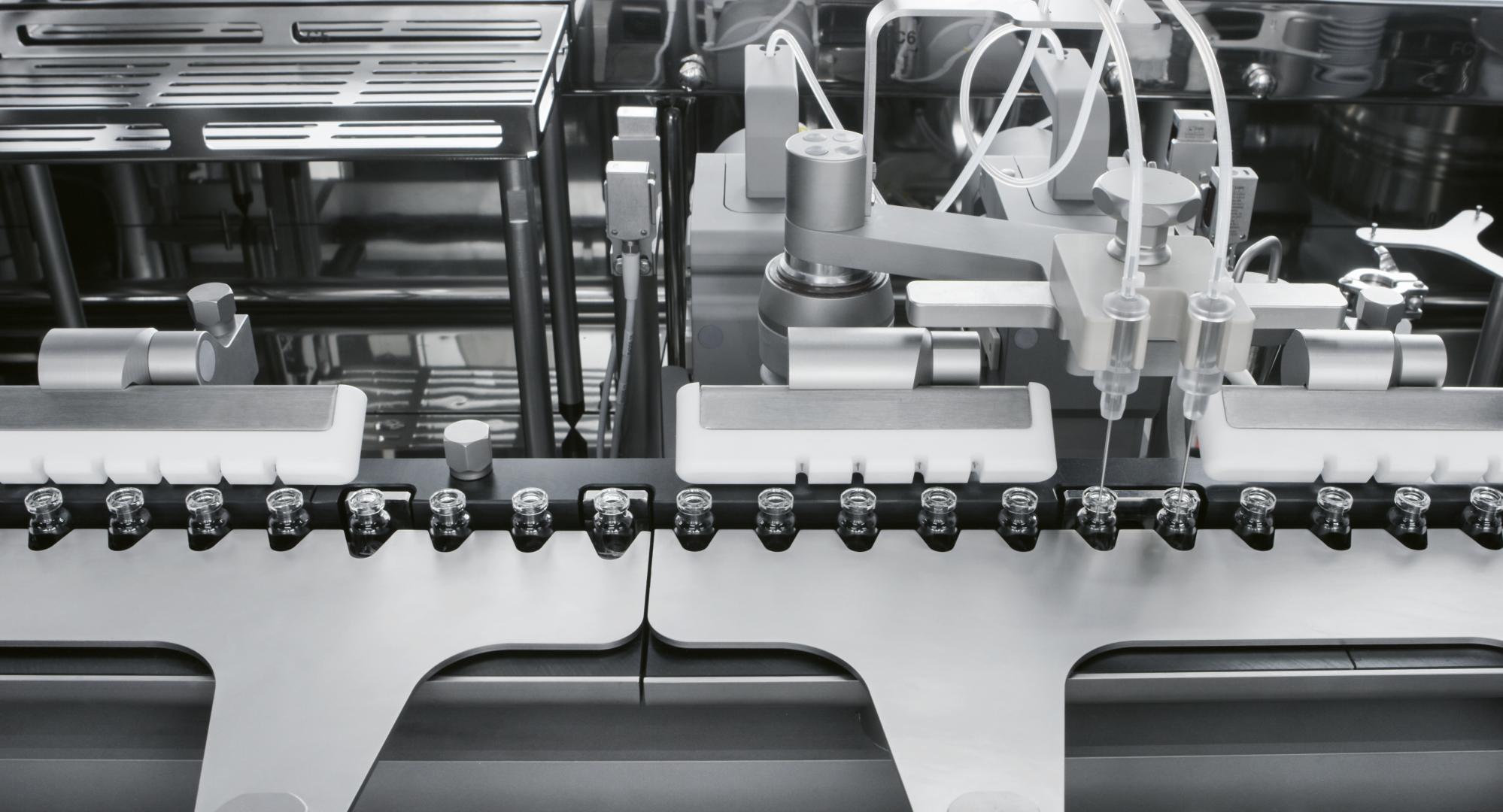
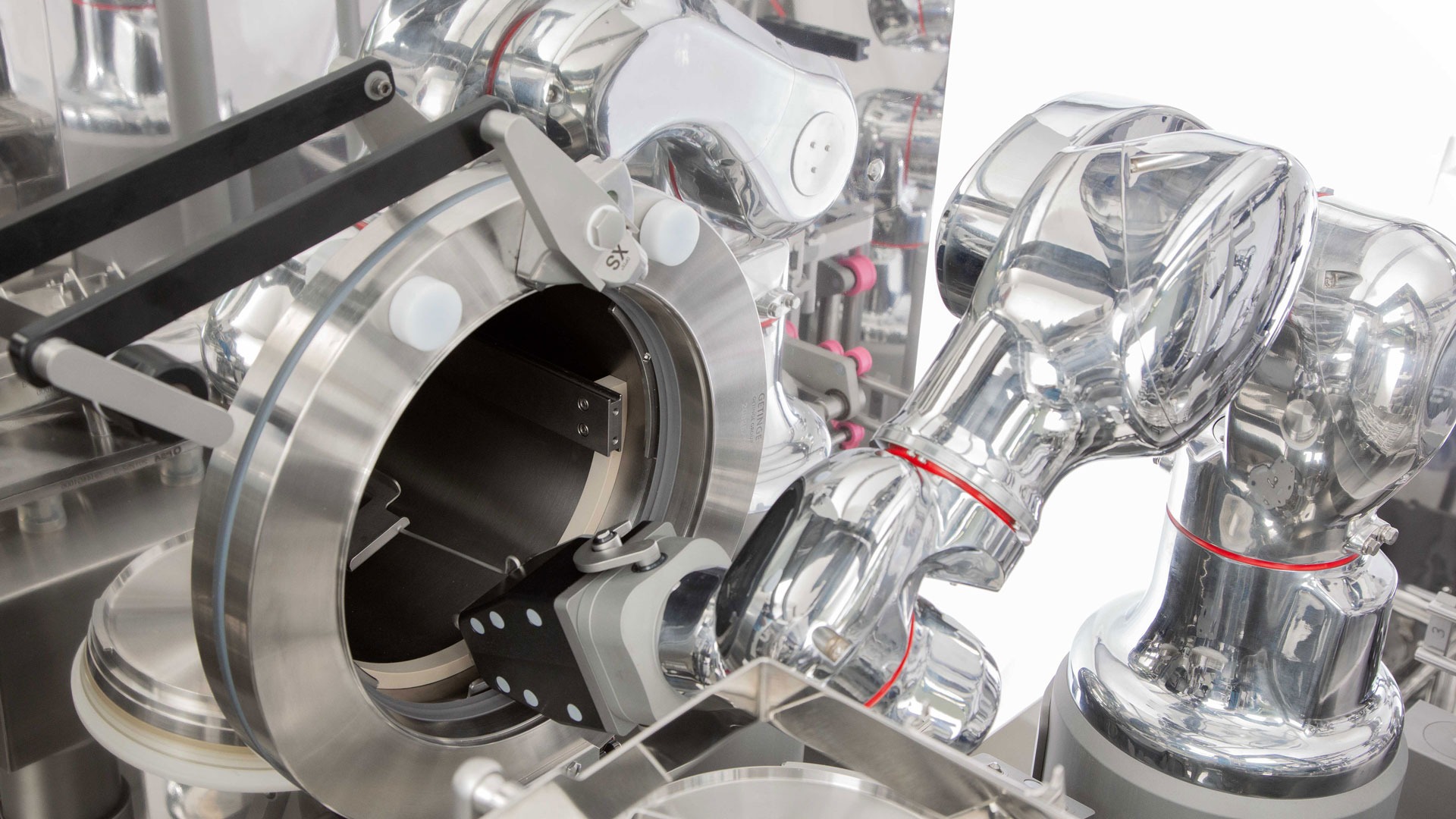
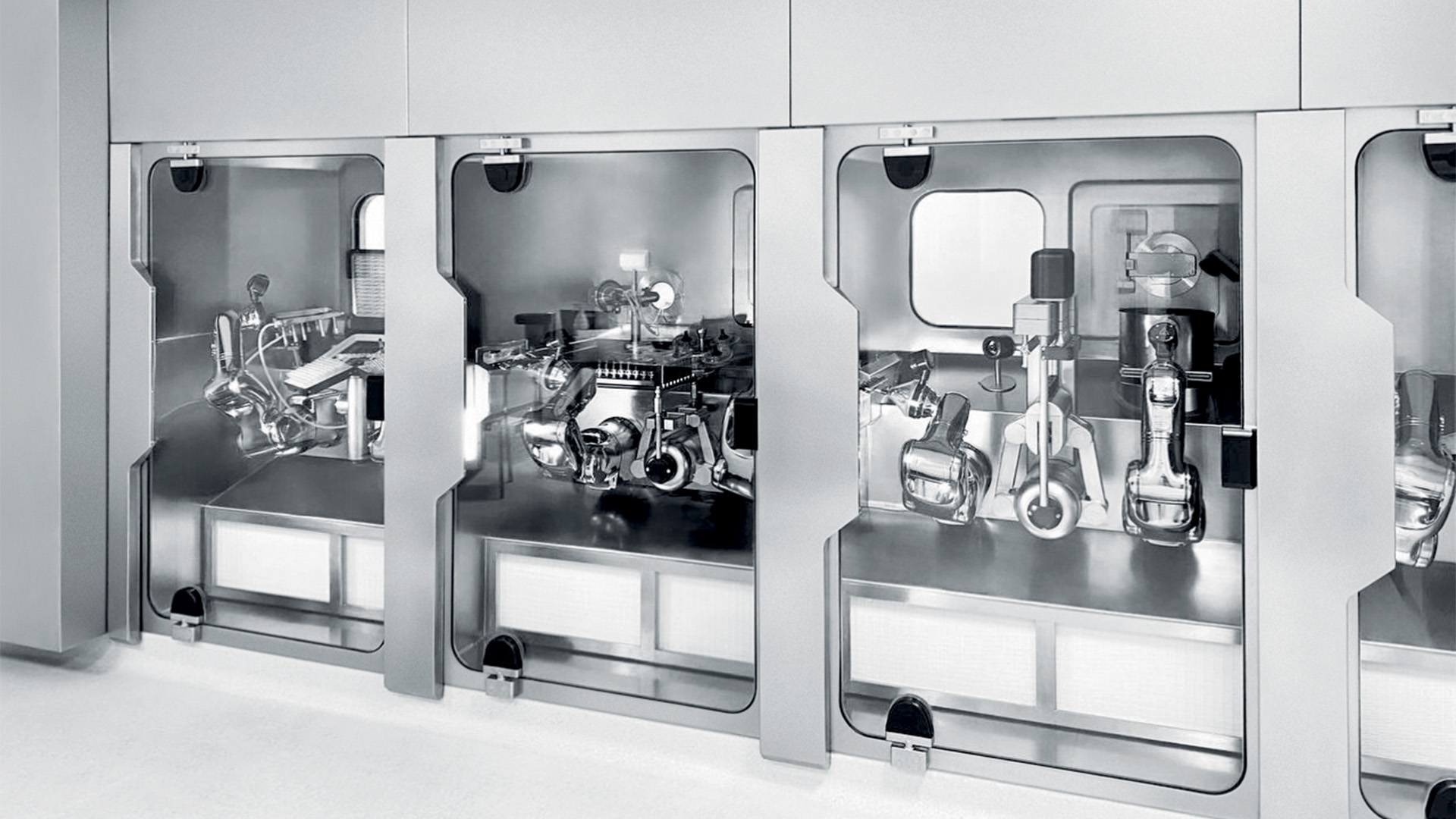
The Lyophiliser Process Development Laboratory consists of a certified clean room and an analytical support laboratory. In addition, formulation, filling and freeze-drying equipment is available to develop pharmaceutical and biopharmaceutical products in batch sizes up to 20 litres.
Lyopedia
We share our knowledge. Explore the collection of our scientific publications on the freeze-drying process.
LYOMAX Series
Freeze-Drying

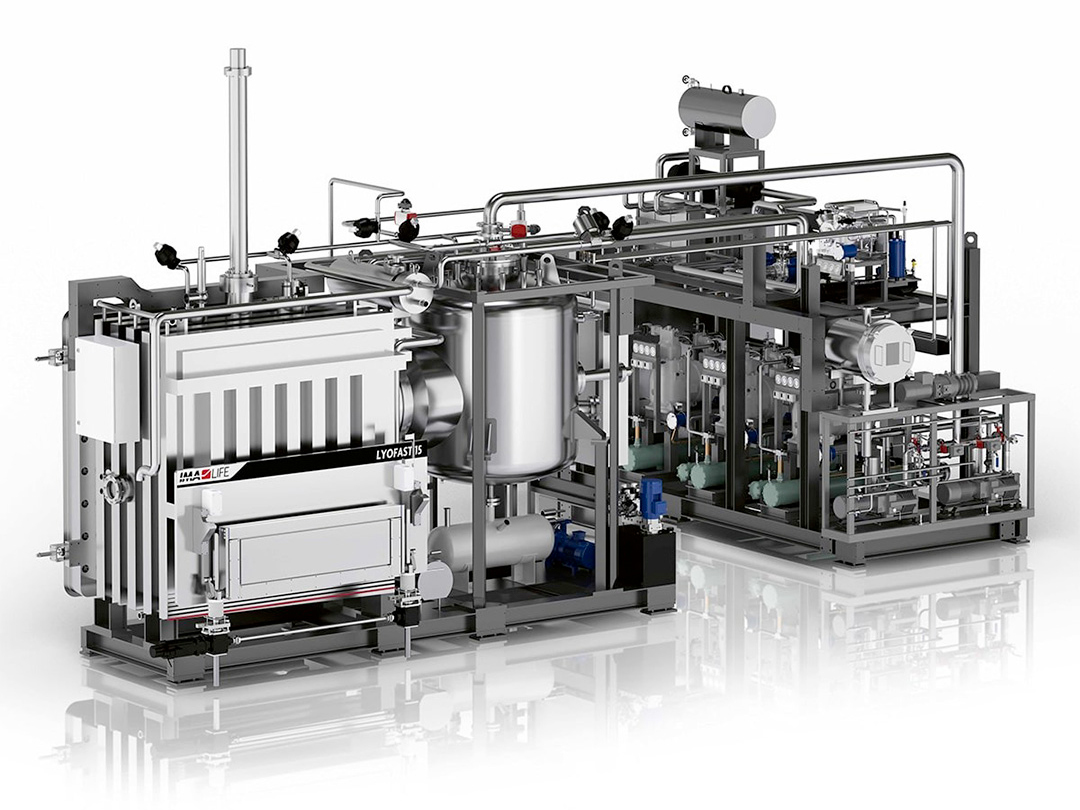
LYOFAST Series
Freeze-Drying
MINIMAX Series
Freeze-Drying

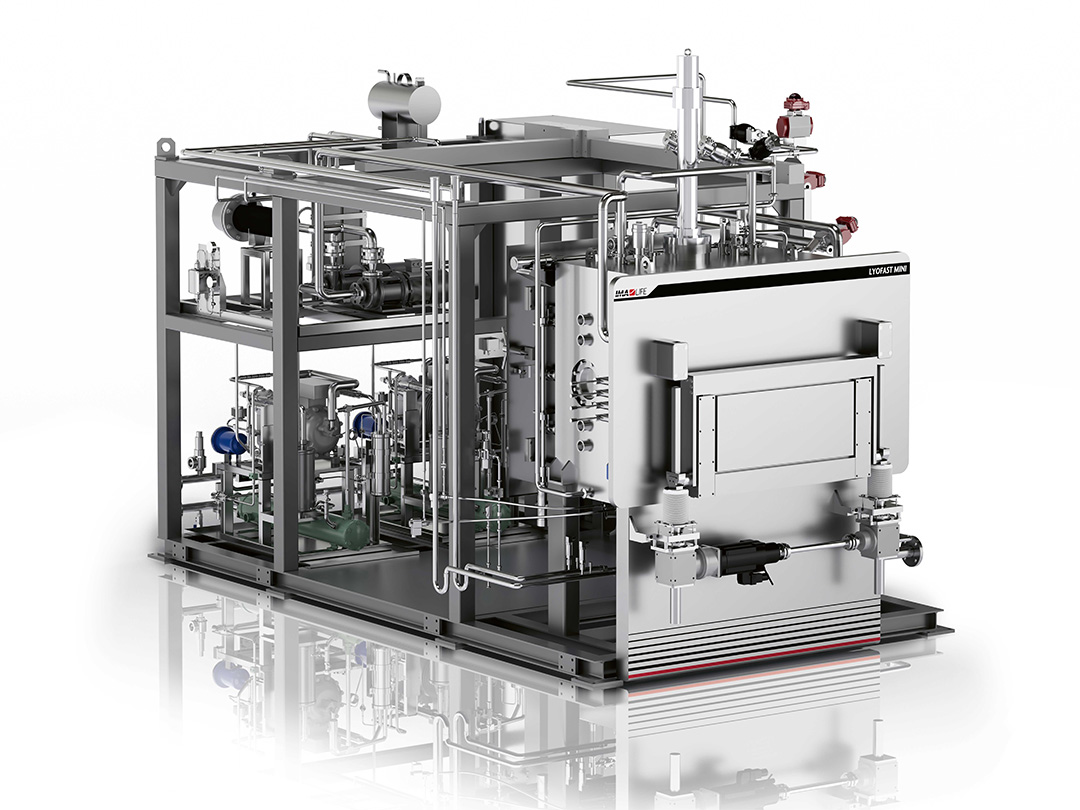
LYOFAST MINI Series
Freeze-Drying
MINIFAST Series
Freeze-Drying

Lab4Life Webinar Series
Lab4Life is IMA Life’s cutting-edge Lyophiliser Process Development Laboratory, where industry experts drive innovation and support customers in product development, scale-up and qualification.
During the series, we will observe how freeze-drying methods are evolving thanks to new approaches and technological innovations. IMA Life supports the pharmaceutical manufacturing industry with a broad range of equipment and solutions designed to enhance efficiency, increase the role of automation and focus on sustainability.
If you were unable to join the live session, you can now access our recently hosted webinars on demand, at your convenience. Stay informed on the latest topics and review expert insights whenever it suits your schedule.








Event
IMA Life at 20th Workshop on Targetry and Target Chemistry (WTTC20) • 23-27 August 2026
From to • Nara, Japan
Event
PHARMACONEX 2026
From to • Cairo, Egypt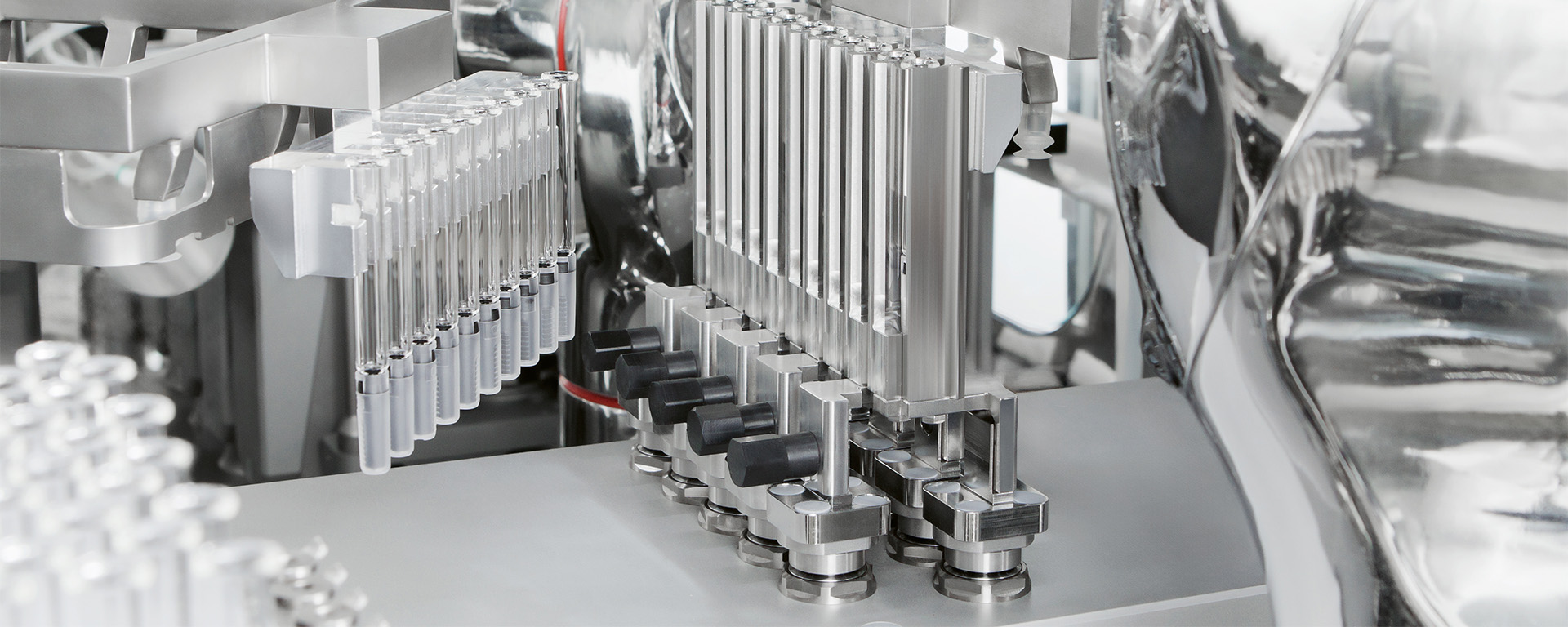
Event
Meet IMA Life at ISPE Singapore Conference & Exhibition 2026
From to • Suntec Singapore Convention & Exhibition Centre
Event
CPHI SEA
From to • Bangkok, Thailand Event
PCI Days
From to • Booth H01 – Warsaw, Poland
Event
Meet IMA Life at the 2026 PDA Good Aseptic Manufacturing Conference • June 11-12 • Booth No. 34
From to • Frankfurt, Germany
Event
IMA Life Isolation Technology Day
• Castel San Pietro Terme, Italy
Event
IMA Life at the SNMMI Annual Meeting 2026 in Los Angeles
From to • Los Angeles Convention Center, Los Angeles, CA, USA 
Event
IMA Life at PDA Italy Event “Excellence on Manufacturing Process: from API to Filling”
From to • Florence, Italy
Event
Maghreb Pharma
From to • Algiers, Algeria
Event
IMA Life to Present AI, Soft PAT, and Digital Twin Innovations at two key events in April 2026
• Chicago, Illinois, USA Event
Expo Pack Mexico
From to • Expo Santa Fe, México City, Mexico

IMA acquires ProSys
News •