White paper
The success of freeze-drying.
-
Reading time 17 min

-
A study by
IMA Life
Introduction
The need to stabilise the ever-increasing number of complex biotechnological drugs and to strengthen cold chain management has increasingly highlighted the usefulness of freeze-dried formulations as a pillar of the supply chain.
For an in-depth review of the different factors behind the development of freeze-drying processes, we talked with Justin Griffiths, Research Scientist at IMA Life North America.
Lyophilisation, or freeze-drying, is one of the most critical technologies in the pharmaceutical industry today – particularly for the long-term stabilisation of biological products, vaccines, and other thermolabile formulations. This process allows water to be removed from frozen products by sublimation, preserving the structural integrity and biological activity of complex molecules that would otherwise not survive if traditional preservation methods were used.
We had the chance to review the various aspects of an extremely complex technology with an industry expert, Justin Griffiths, Research Scientist at IMA Life North America.


NCF: Freeze-drying processes are playing an increasingly essential role in the pharmaceutical industry. What are the reasons for this trend?
Justin Griffiths: The Covid-19 pandemic has highlighted the weakness of the
cold chain, prompting authorities and manufacturers to consider freeze-dried formulations as a pillar of supply chain resilience. Freeze-drying is now the gold standard for stabilising sensitive products – such as live virus vaccines, antibody conjugates, and viral vectors, as it preserves product integrity and sterility. Eliminating the need for ultra-low temperature storage also simplifies logistics and improves patient safety.
The future of freeze-drying is extremely promising. Our company, for example,
is developing process analytics technologies (PAT) that enable real-time process and product monitoring, supported by innovative data-management strategies embedded within our AI-augmented platform, SENTINEL®. These solutions are designed to make freeze-drying more reliable and sustainable through enhanced reproducibility and improved process understanding.
In parallel, IMA Life North America and Rhea Vita (IMA Group) are also developing two new platforms, Aseptic Spray Freeze-Drying and Spin Freeze-Drying, which aim to expand the manufacturing landscape, particularly for high-throughput vaccines and high value-added customised pharmaceuticals. Taken together, these platforms are representative of the growth of freeze-drying as a cornerstone of Pharma 4.0 manufacturing.
The new point 8.123 of Annex 1 of the GMP, concerning freeze-drying, came into force on 25 August 2024. What were the most critical issues that had to be addressed in adapting systems to the new requirements?
The introduction of Annex 1 is one of the most significant changes in freeze-drying operations. Paragraph 8.123 requires that freeze dryers and their loading and unloading systems minimise operator intervention and maintain aseptic continuity under Class A protection. This meant a quicker transition to semi- or fully automated transfer systems, integration with RABS barriers or closed isolators, and improved control of airflow and vacuum integrity.
Granting a two-year transition period acknowledges the complexity of adapting existing plants to these new requirements, while minimising production downtime and potential supply issues.
To meet these new needs, IMA Life has developed freeze dryers fully integrated into vial filling and sealing lines in isolated environments or operating under RABS. For existing installations, we also offer semi-automatic upgrade solutions that enable Annex 1 compliance without full line replacement. These systems feature electronically adjustable loading trolleys operating under unidirectional Grade A airflow, with dedicated storage and handling of sterilized frames to maintain aseptic continuity. These solutions show how compliance can be achieved through a pragmatic upgrade process that balances regulatory compliance, business continuity, and cost-effectiveness.
The freeze-drying process can be broken down into three successive steps: freezing, 1st drying and 2nd drying. Regarding freezing, what are the critical issues in defining the most appropriate freezing speed, for example in relation to the size of the crystals obtained and the subsequent sublimation phase?
Defining the optimal freezing profile during freeze-drying has become recognized as a critical aspects of cycle design, as it is a balance of process efficiency, product stability, and elicits control of the final cake structure.
The freezing rate regulates the degree of supercooling before nucleation, which contributes to the size of the ice crystals and the resulting porous structure of the dried cake. These factors directly influence the drying kinetics and the overall quality of the product.
Rapid freezing often results in a greater degree of supercooling and yields smaller ice crystals, with finer pores that increase vapour flow resistance and increase the length of the primary drying phase. However, this larger specific surface area can promote faster moisture desoprtion in later stages.
Slower freezing, on the other hand, can facilitate larger crystals and wider pores which will facilitate faster primary drying by reducing product resistance. The freezing rate must therefore be optimised to balance these opposing effects.
The freezing rate also influences the stability of biomolecules. Rapid freezing reduces the risk of cryoconcentration and aggregation, while excessive supercooling can increase interfacial stress and protein denaturation. It also affects the crystallization of excipients and the morphological consistency of vials, since random nucleation can cause variability in the pore structure and drying behaviour.
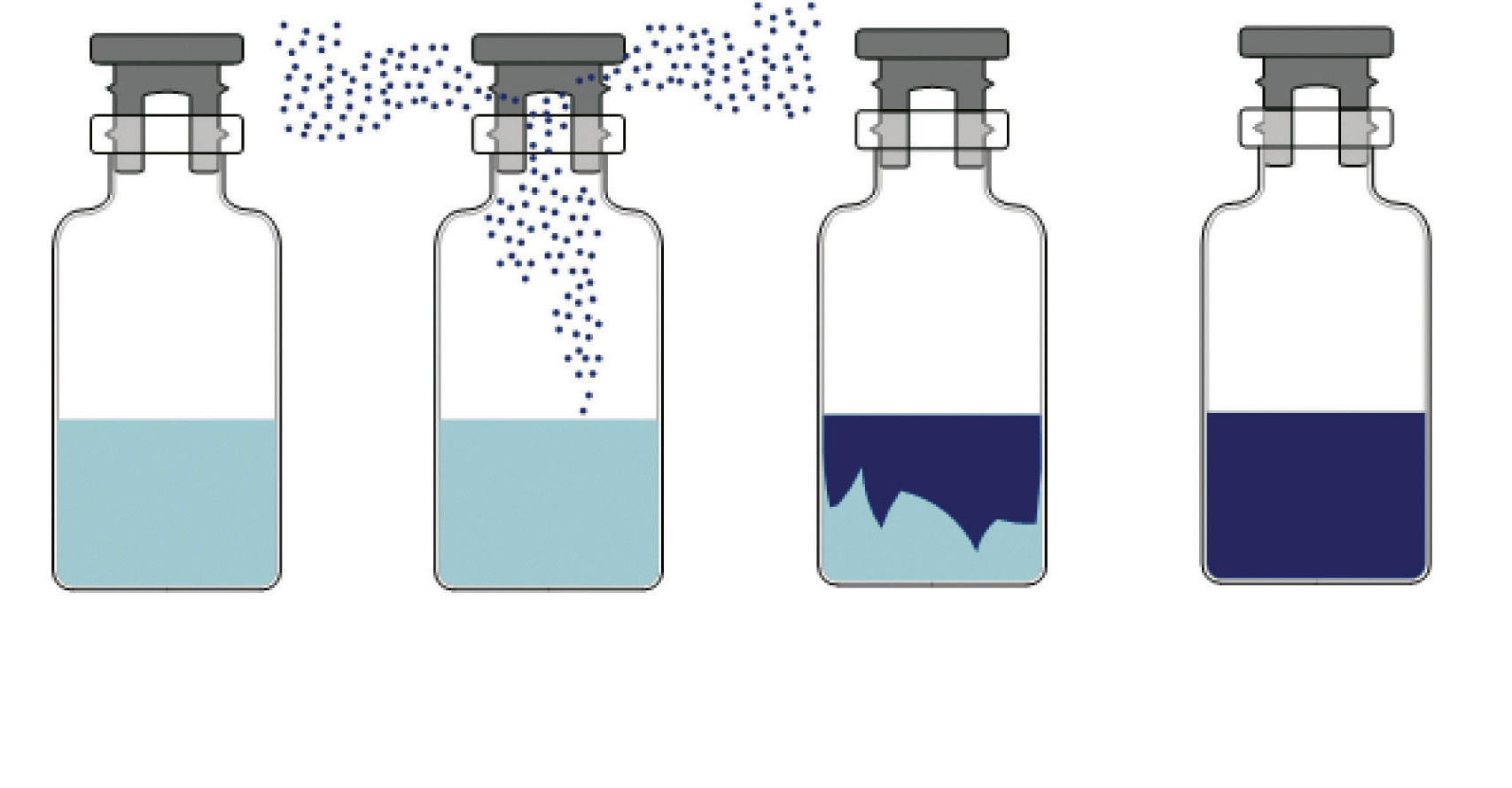
To overcome these challenges, IMA Life developed KRYOSEQ®, a proprietary controlled-nucleation technology that eliminates the randomness of ice formation by introducing a sterile ice fog. KRYOSEQ® enables simultaneous nucleation across the entire batch, creating uniform ice-crystal structures with larger and more consistent pores that reduce mass-transfer resistance. Depending on the formulation, this approach can reduce primary drying time by up to 30% or more. With support from our Lab4Life services, customers can quantify and fine-tune the benefits of KRYOSEQ® for their own drug products. The system can also be seamlessly retrofitted to existing freeze dryers, ensuring compliance and performance improvements with minimal disruption to manufacturing operations.
What are the optimal residual moisture values at the end of the second drying phase and what are the most suitable methods to achieve them and guarantee a long product shelf life?
Long-term product stability depends on achieving a physical state characterised by minimal molecular mobility, conditional upon the final water content in the dried cake.
In general, the most common residual moisture range is between 0.5% and 3% w/w, although specific limits depend on the formulation. Proteins typically require values below 1%, while vaccines can tolerate humidity between 2% and 3%. Excessive drying can remove essential structural water and destabilise the active pharmaceutical ingredient (API), while too high a water content reduces the glass transition temperature (Tg), increasing molecular mobility and consequently increase the risk of degradation. In some formulations with a high-concentration of monoclonal antibodies, slightly higher humidity levels
(approximately 3% – 5%) can instead improve stability profiles.
Achieving these values requires precise control of shelf temperature, drying time, and chamber pressure values during secondary drying. Moisture content is normally determined by Karl Fischer titration, thermogravimetric analysis,
or near-infrared spectroscopy (NIR) to confirm the desired drying endpoint is reached.
Long-term stability testing is conducted and depends on minimizing moisture uptake after processing through appropriate packaging selection, handling, and validation testing.

How does the primary drying phase take place, what are the critical parameters involved, how long does it take, and what percentage of residual water is left at the end?
Once all vials are completely frozen, the chamber pressure is reduced below the triple point of water to facilitate sublimation. Controlled heating, provided by the fluid circulating in the shelves, supplies the energy needed for the
ice to turn into vapour. Water molecules migrate from the product, where the vapour pressure is higher due to the higher temperature, toward the condenser, kept at very low temperatures (approximately −60 °C to −100 °C), where the vapour pressure is much lower. This pressure gradient is the main driving force behind sublimation. Vapour freezes again on the condenser coils, effectively removing moisture from the product. The result is a solid and porous cake, which retains the structure of the original frozen matrix.
The critical equipment parameters governing this phase are shelf temperature and chamber pressure, both of which influence the product temperature. The product temperature in particular is the most important variable: it must be kept below an established critical temperature for a given formulation to avoid structural collapse.
Shelf temperature determines heat input and is typically varied between −35 °C and +10 °C, while chamber pressure is controlled between 50 and 200 mTorr, and the combination of these parameters are used to control the mass-transfer rate.
The duration of the primary drying phase depends heavily on the formulation, the type of container and the operating conditions. It is typically the longest stage of the freeze-drying cycle and can last between 8 and 72 hours.
After this phase, the residual moisture content in the dried cake is typically between 5% and 35% of the initial water content; the residual water, bound to the excipients or trapped in the amorphous matrix, is then removed in the secondary drying phase, through a desorption process.
What advice could be given for an optimal overall evaluation of the various critical process parameters, often interrelated, that are involved in the development of the three steps mentioned above?
Process parameters (CPPs) such as collapse temperature, eutectic temperature, chamber pressure, and freezing rate interact across the key stages of freeze-drying, where each step builds on the conditions established in the previous one. The physical structure and thermal properties set during freezing determine the limits for safe and efficient drying. Optimization begins with characterization, where the key thermal transitions of the formulation are identified. Parameters such as the glass transition temperature of the maximally freeze-concentrated solution (Tg’), eutectic melting point (Teu), and collapse temperature (Tc) define the upper thermal boundaries that must not be exceeded. Understanding these limits allows rational selection of process conditions that prevent collapse or meltback. For the freezing stage, the goal is to obtain a fully
frozen matrix to prevent collapse, a favorable pore structure to support faster sublimation, and to obtain the correct morphology to ensure long-term stability. Technologies such as IMA Life’s KRYOSEQ® controlled-nucleation system directly support these objectives by promoting uniform ice formation, thereby improving batch homogeneity, pore-structure consistency, and overall drying efficiency.
During primary drying, precise control of shelf temperature and chamber pressure keeps product temperature below critical limits. Using a Quality
by Design (QbD) framework with a defined Design Space maximizes drying efficiency while maintaining product integrity. IMA Life’s Lab4Life supports
this approach by helping customers characterize, model, and optimize key parameters to build robust, scalable, and regulatory-compliant lyophilization processes.
What are the main excipients that can be used as cryoprotectants or lyoprotectants during the process, what role do they play, and what factors should be considered to optimise their choice?
Designing a stable freeze-drying formulation depends heavily on choosing the right cryo- and lyo-protectants, which are excipients that help protect molecules from damage during freezing and drying.
Cryoprotectants act during the freezing stage, protecting the product from damage caused by ice formation and cold stress. They help prevent protein unfolding and aggregation by reducing interfacial stress at the ice-liquid boundary and maintain the protein’s native, hydrated structure.
Lyoprotectants act during the drying and storage stages, protecting the product once water is removed. They stabilize the protein by replacing water molecules through hydrogen bonding and by forming a rigid, glassy matrix that limits molecular motion and degradation.
The most common excipients that serve these roles include disaccharides such as sucrose and trehalose, and polyols such as mannitol, sorbitol, and polyethylene glycols. Sugars like trehalose and sucrose are preferred because they can function as both cryo- and lyoprotectants, while mannitol acts primarily as a cryoprotectant and bulking agent that supports robust cake structure under aggressive primary drying conditions.
Selecting excipients requires balancing thermal and chemical stability. Non-reducing sugars such as trehalose and sucrose, with higher glass transition and collapse temperatures, enable faster drying and stable formulations, while low-Tg’ polyols tend to slow drying. Formulation ratios, buffer selection, surfactants, and process parameters must be optimized to prevent crystallization and ensure full protein stabilization while producing elegant cakes.
At IMA Life’s Lab4Life facility, formulation scientists and process engineers collaborate to evaluate excipient combinations, characterize thermal properties, and develop optimized freeze-drying cycles that balance stability, efficiency, and product quality. Through Lab4Life’s formulation and cycle development services, these parameters are experimentally tested and modeled using techniques such as differential scanning calorimetry, freeze-drying microscopy, and design-of-experiments studies. This approach allows each formulation to be tailored to its thermal and structural profile, ensuring efficient, robust, and science-based process design.
The freeze-drying process requires continuous close monitoring of various critical parameters. What advice can be given for the correct design and implementation of process controls using sensors and/or advanced PAT technologies?
Process control in commercial freeze-drying still relies mainly on conventional sensors such as Pirani and capacitance manometers for pressure, shelf probes for temperature, and thermocouples in representative vials. These instruments are reliable but provide only a partial view of product behavior during freezing and drying.
To expand process understanding, modern Process Analytical Technology (PAT) tools now enable real-time insight into mass transfer, heat flow, and product temperature dynamics. Tunable Diode Laser Absorption Spectroscopy (TDLAS) measures water vapor flux to calculate sublimation rate, product resistance, and batch-average temperature without compromising sterility. Manometric Temperature Measurement (MTM) infers in-situ temperature from pressure-rise data, though it briefly interrupts vapor flow. LyoFlow by Comser provides direct gravimetric measurement of vapor flow and sublimation rate, supporting accurate endpoint detection when properly calibrated. Wireless sensors have simplified in-vial monitoring by removing cables and feedthroughs, but they remain invasive, can bias nucleation, and are costly for routine GMP use. Additional tools such as Residual Gas Analyzers (RGA) extend insight into chamber composition. IMA Life’s QUANTUM RGA, for example, detects trace gas changes, primary-drying endpoints, and potential leaks, while NIR spectroscopy can quantify residual moisture during unloading. IMA Life’s current development focuses on extracting richer, product-relevant data from standard sensors already installed on production lyophilizers. These derived parameters, including vapor flux, batch temperature, and endpoint detection, are integrated into the AI-driven SENTINEL platform. By combining existing instrumentation, emerging PAT tools, and predictive analytics, SENTINEL transforms lyophilization from a reactive process into a data-driven, self-optimizing operation that enhances quality, reliability, and efficiency.
What are the important aspects to consider for the qualification and validation of freeze-drying processes?
Qualification and validation of a freeze-drying process ensure that both equipment and process consistently deliver safe, effective, and high-quality products. The qualification sequence includes design, installation, operation, and performance qualification, followed by process validation and ongoing monitoring. For aseptic lyophilizers, validation confirms effective cleaning, reliable sterilization, and aseptic operation. Cleaning-in-place is verified using riboflavin coverage tests to confirm contact with all product surfaces, while sterilization-in-place is challenged with biological indicators to demonstrate microbial reduction. Media-fill simulations then prove that the integrated line operates under Grade A conditions without contamination. Product-specific validation demonstrates that critical quality attributes such as residual moisture, cake structure, and reconstitution time are consistently met under normal and worst-case conditions. Sampling confirms batch uniformity, and cleaning validation ensures no product residues remain.
Process performance qualification verifies reproducibility across full-scale batches by confirming that shelf temperature, chamber pressure, and drying time yield product within specification. Complex container systems, such as dual-chamber vials or syringes, may require additional studies to ensure uniform heat and mass transfer. Long-term stability studies and continued process verification confirm that the validated process maintains control over time, ensuring sustained product quality and shelf life throughout commercial manufacture.
From a regulatory compliance perspective, what are the critical issues for correct acquisition, storage and analysis of the collected data – also from a data integrity perspective?
In modern freeze-drying, the challenge around data integrity is not the lack of data but managing its accuracy, completeness, and traceability across a highly automated, multi-step process. Each batch can generate millions of data points from temperature, pressure, and vacuum sensors, and everyone must be captured reliably and stored without gaps or manual intervention. The priority is accurate acquisition. All critical parameters such as shelf temperature, chamber pressure, and time should be recorded directly from validated instruments through secure, real-time interfaces. Manual entries or post-run edits introduce risk, so modern systems rely on automated data capture and time-stamped records within the SCADA architecture. This ensures that measurements remain both complete and traceable to calibrated sensors. Next comes data integrity and retention. Electronic records must comply with FDA 21 CFR Part 11 and EU Annex 11, which require that all electronic data be secure, attributable to authorized users, and protected from alteration. This includes unique logins, controlled access, and comprehensive audit trails that record every change or attempt to modify
a record. Data must also remain readable and retrievable for years, even as hardware and software evolve, making reliable archiving and backup strategies essential. Finally, the goal is to turn compliant data into actionable insight that supports batch release and investigations. To achieve this, the way data is presented on supervisory-system screens or in batch reports must be clear, intuitive, and easy to navigate. At IMA Life, our supervisory systems have been refined through years of customer experience and regulatory scrutiny, and that accumulated knowledge is now fully embedded in our standard design.
From a regulatory point of view, what are the critical issues in terms of being able to achieve an integrated regulatory vision, which allows us to comply with the various regulations applicable to this type of process, both by geographical area and with regard to Quality Risk Management and computerised systems?
The hardest part of building a comprehensive approach to freeze-drying isn’t so much about the physics, but rather about navigating a patchwork of different regulatory requirements. The ICH guidelines provide a common foundation through the principles of Quality by Design (QbD), Quality Risk Management (QRM), and life cycle validation; however, their interpretation continues to vary from region to region.
The FDA promotes a risk management- and science-based approach to process validation, without mandating a fixed number of batches for PPQ, while European Annex 15 generally requires three consecutive batches, unless otherwise justified. Global manufacturers, therefore, tend to design their processes according to the “highest common denominator” principle, using Design of Experiments (DoE) and PAT to support risk-based justifications. As for computerised systems, FDA 21 CFR Part 11 and European Annex 11 both address data integrity, but within different scopes. Part 11 applies to all electronic data that is created, modified, or stored, while Annex 11 limits audit trails to data that is relevant to GMP and requires periodic review. In practice, companies generally apply the broader model provided by Part 11, while at the same time harmonising the review methods with the requirements of Annex 11. The 2022 revision of Annex 1 further strengthened the aseptic requirements for freeze-drying.
Ultimately, success depends on the ability to combine a solid scientific foundation with
an integrated compliance strategy that consistently meets regulatory expectations across geographic areas.
About Justin Griffiths
Justin Griffiths received his BS in Chemistry from Niagara University and his Ph.D. in Chemistry from Buffalo University. At IMA Life he deals with pre- and post-freeze-drying characterisation, cycle development, process optimisation and technology transfer/scale-up. In addition to these activities, his fields of interest include the development of new heat transfer methods and the development of alternatives to traditional batch freeze-drying.
