Closed RABS Aseptic Processing
Machine overview
Safety first, for both product and operator
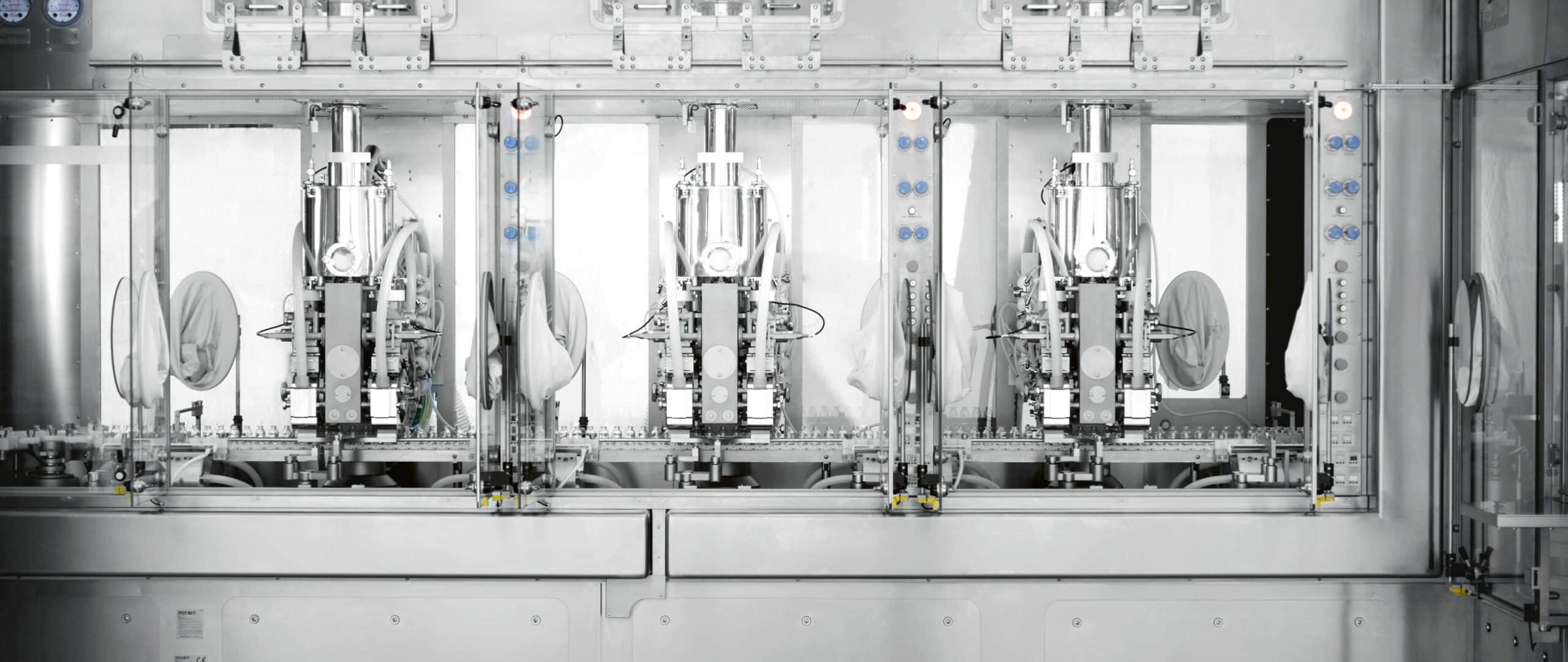
Closed Restricted Access Barrier Systems (closed-RABS or c-RABS) represent an advanced evolution of traditional open RABS, combining aseptic process protection with a minimal degree of operator safety during the handling of mildly potent compounds.
While open RABS are widely used in the pharmaceutical sector as a cost-effective barrier to separate the production area from operators and the surrounding environment, they offer product protection when airflow is active but no protection to personnel when potent products are processed. Closed RABS, on the other hand, enhance safety for operators, ensuring a first level of containment.
From a regulatory perspective, closed RABS share the same cleanroom background requirements as open RABS, typically operating in a Grade B (ISO 7) environment with an internal Grade A (ISO 5) zone around the critical process. This ensures alignment with international GMP expectations while maintaining flexibility in facility design.
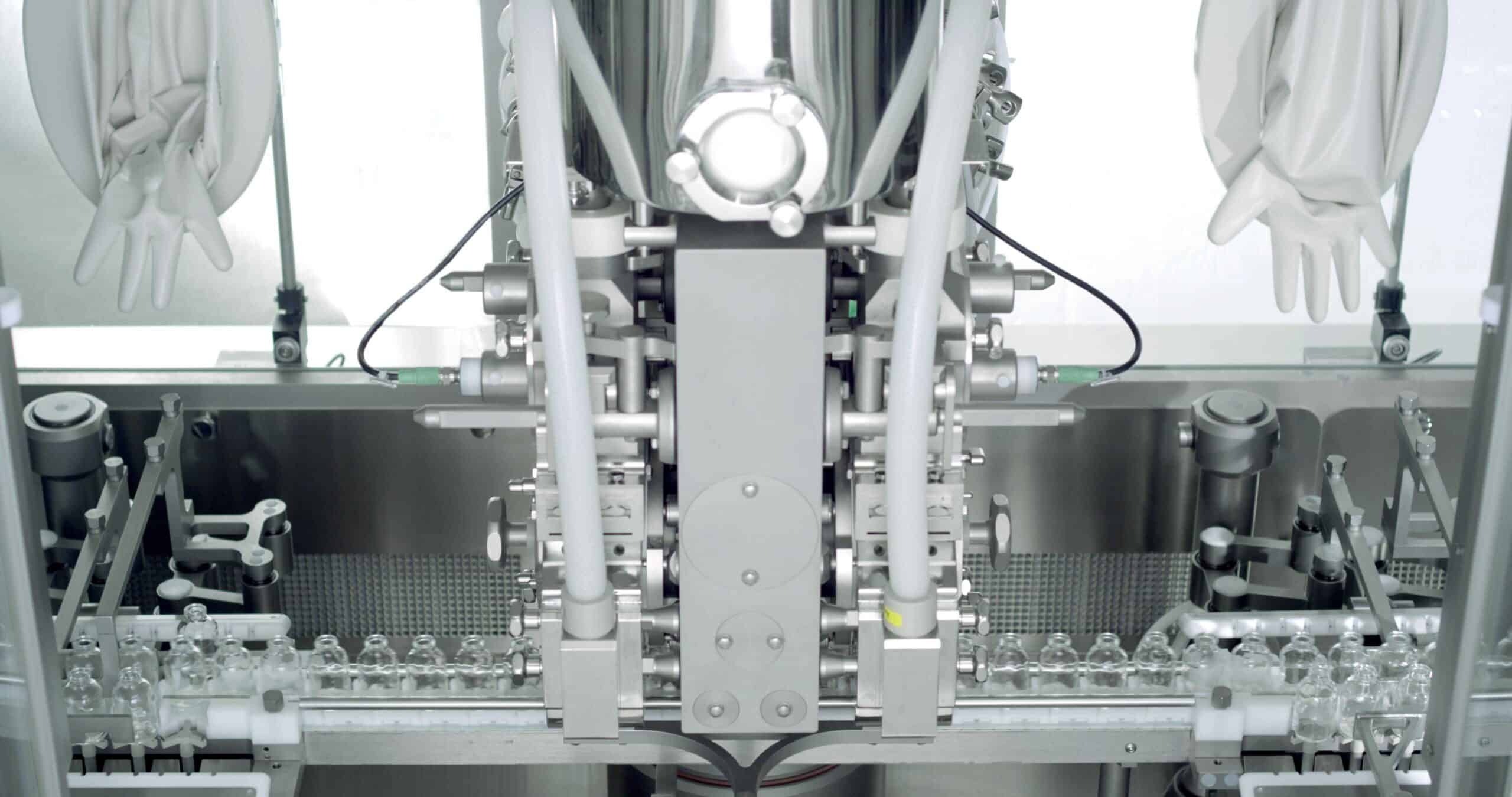
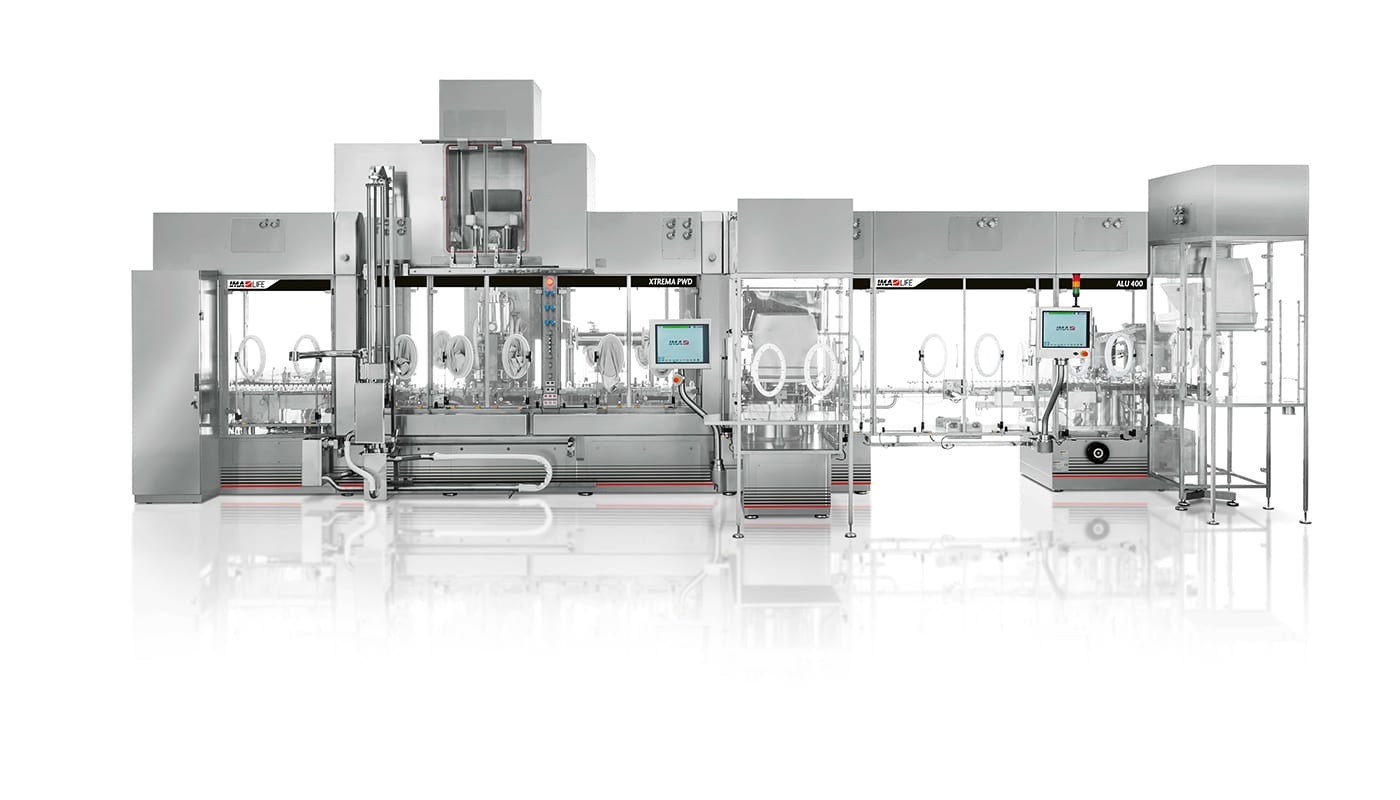
Closed RABS are frequently employed in powder filling lines, as well as for the containment of external vial-washing machines and capping stations, where an additional degree of product and operator protection is required without compromising process efficiency.
Production plant
IMA Life
Machine highlights
-
Compliance
Provides a physical barrier between operators and critical Grade A zones, minimising the risk of microbial and particulate contamination. The design reduces operator intervention and direct interaction with critical areas, in line with GMP Annex 1 and FDA requirements.
-
First air design
Maximises machine ergonomics, ensures unidirectional airflow and supports aseptic process management in full compliance with first air principles. Usually provided with anemometers for continuous airflow speed monitoring.
-
Overpressure and HVAC integration
Unlike standard OPEN systems, they are maintained under appropriate overpressure and can be configured with a suitable pressure cascade. In addition, they can be supported by configurable HVAC systems to achieve the required temperature and humidity targets inside the chamber.
-
Containment
They offer an adequate level of containment for production conditions involving medium toxicity risks or potential product dispersion, such as in powder filling operations.
-
Flexibility
Fully configurable to suit any layout and machine configuration requested to meet customer’s need in terms of productivity and operational flexibility.
-
High reliability
Engineered for long-term robustness and stability of all functional parameters.
-
Environmental monitoring
Designed to support continuous environmental monitoring (e.g. viable and non-viable particle monitoring) directly in critical process areas with no need for open door interventions.
-
Sustainability
Designed to reduce energy consumption, operating costs, and the overall environmental and CO₂ impact on the facility.

{kind=link}
{kind=link}
{kind=link}