How IMA BFB meets market demands with flexible case-packing solutions
- Reading time 2 min

The pharmaceutical industry is evolving, moving away from rigid, traditional manufacturing toward flexible production. This shift is essential to:
- Adapt to changing market demands and regulatory updates.
- Speed up drug development for personalised and small-batch medicines.
- Optimise costs and resources by reducing waste and improving efficiency.
This need for flexibility extends beyond pharmaceuticals to industries like nutraceutical & cosmetics, where:
- Regulations, trends, and unexpected events require quick production adjustments.
- Smaller, specialised batches need faster transitions from R&D to production.
- Cost Optimisation – flexible systems reduce retooling costs and increase efficiency.
- Waste Reduction – producing only what’s needed minimises waste and supports sustainability.
Our response goes towards strong innovation in case packing
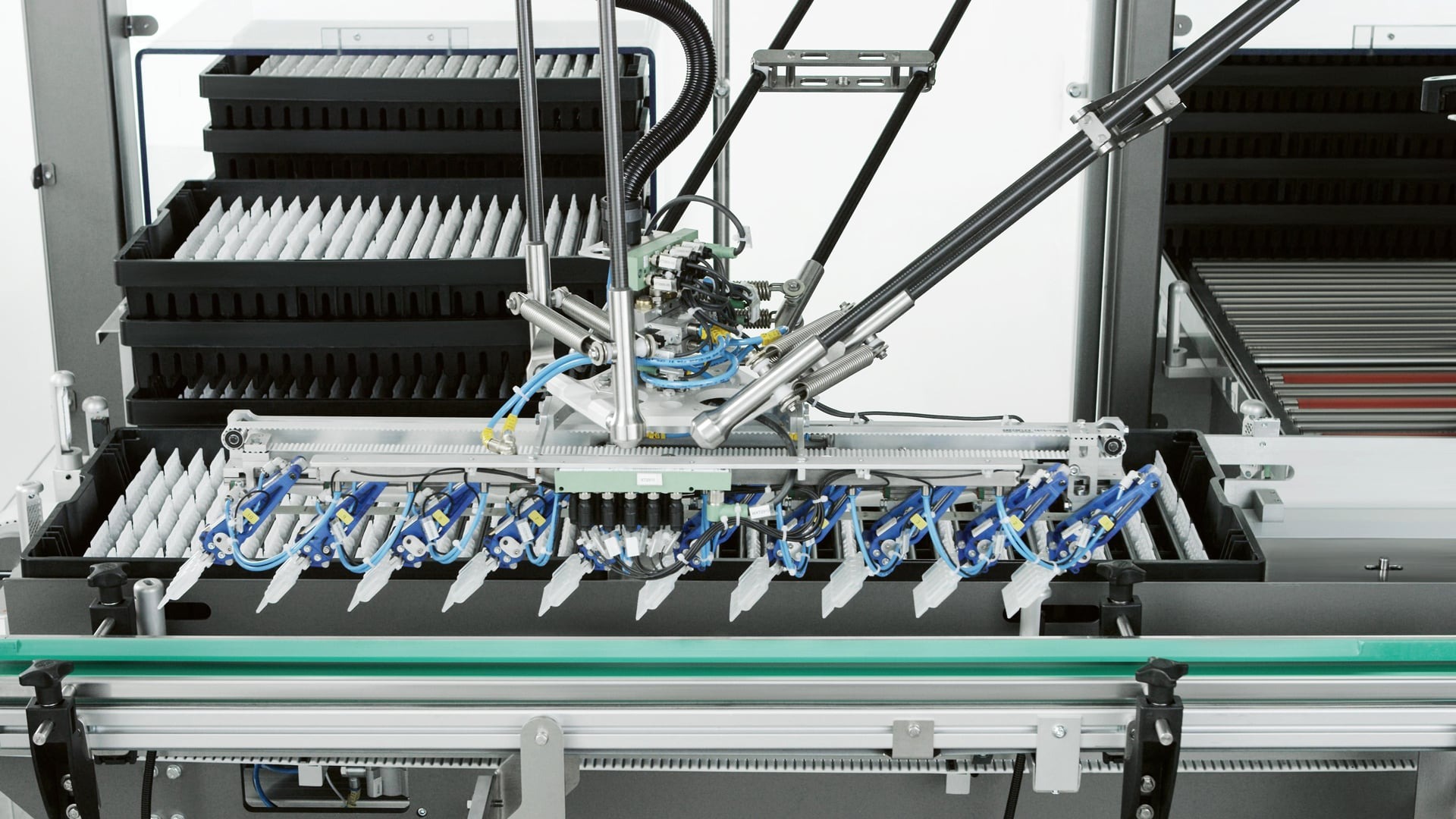
At IMA BFB, we have designed a range of highly flexible case packers capable of handling loose bottles, cartons and trays—all using the same machine and infeed system.

Our solutions stand out due to:
- Multi-format adaptability – seamless handling of different product types, shapes, and consistencies.
- Smart automation – intelligent systems that adjust to varying product characteristics.
- Precise content positioning – maintaining product integrity throughout the handling and packing process.
- Optimised changeovers – reducing downtime and enhancing production efficiency.
By integrating cutting-edge automation and adaptable handling systems, IMA BFB ensures that manufacturers stay competitive in a dynamic packaging market while achieving high productivity and operational agility.