Open RABS Aseptic Processing

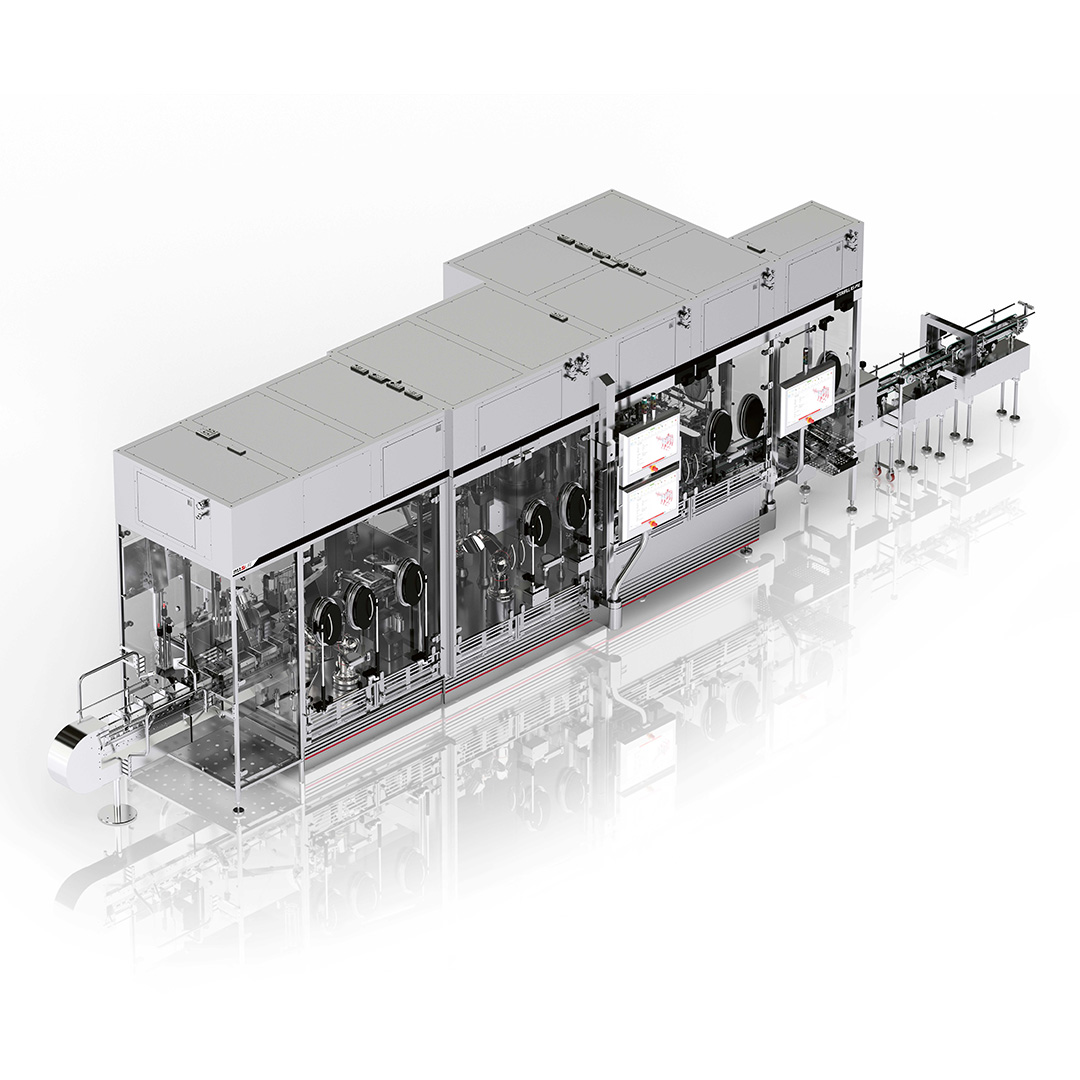
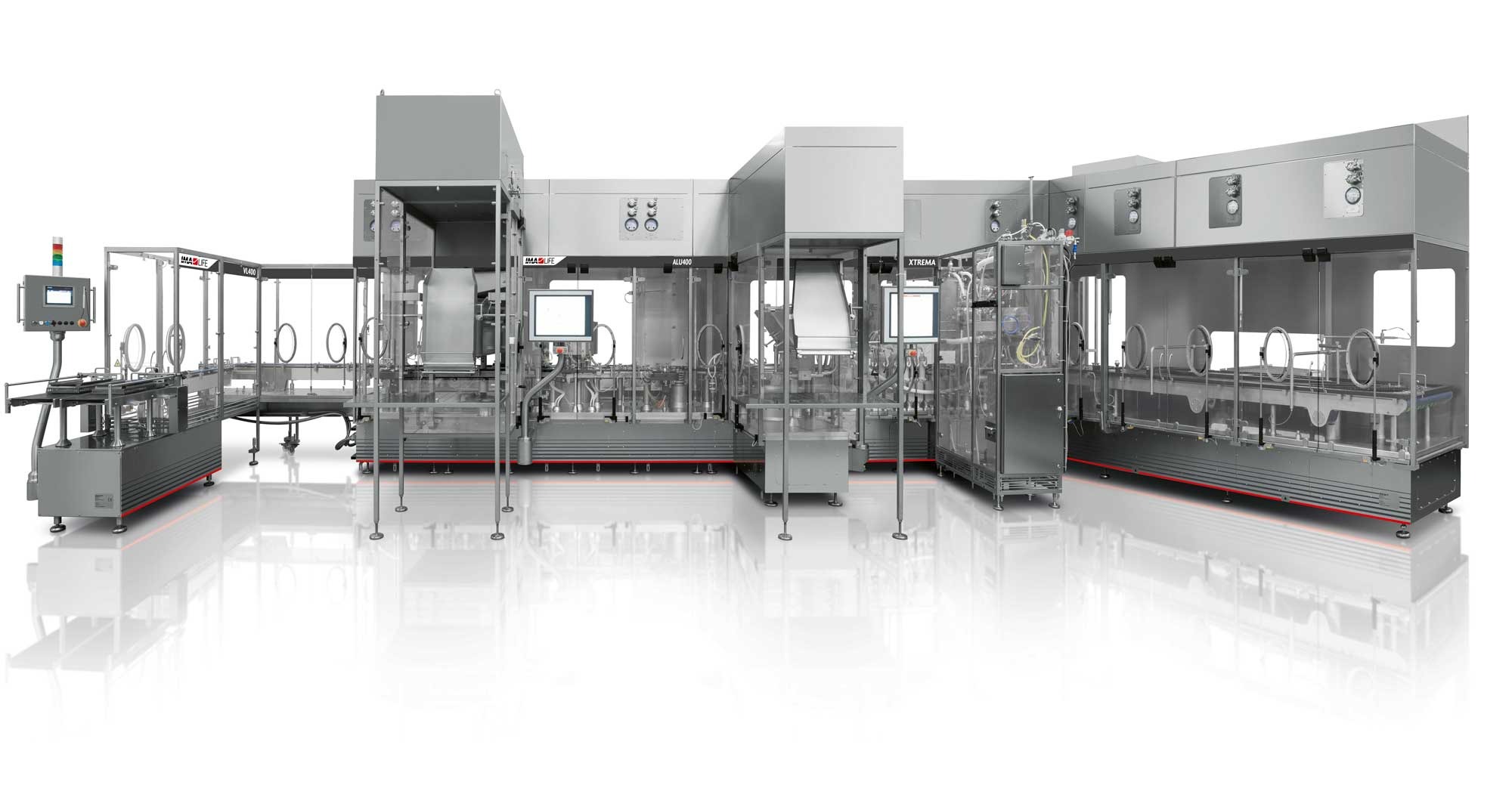
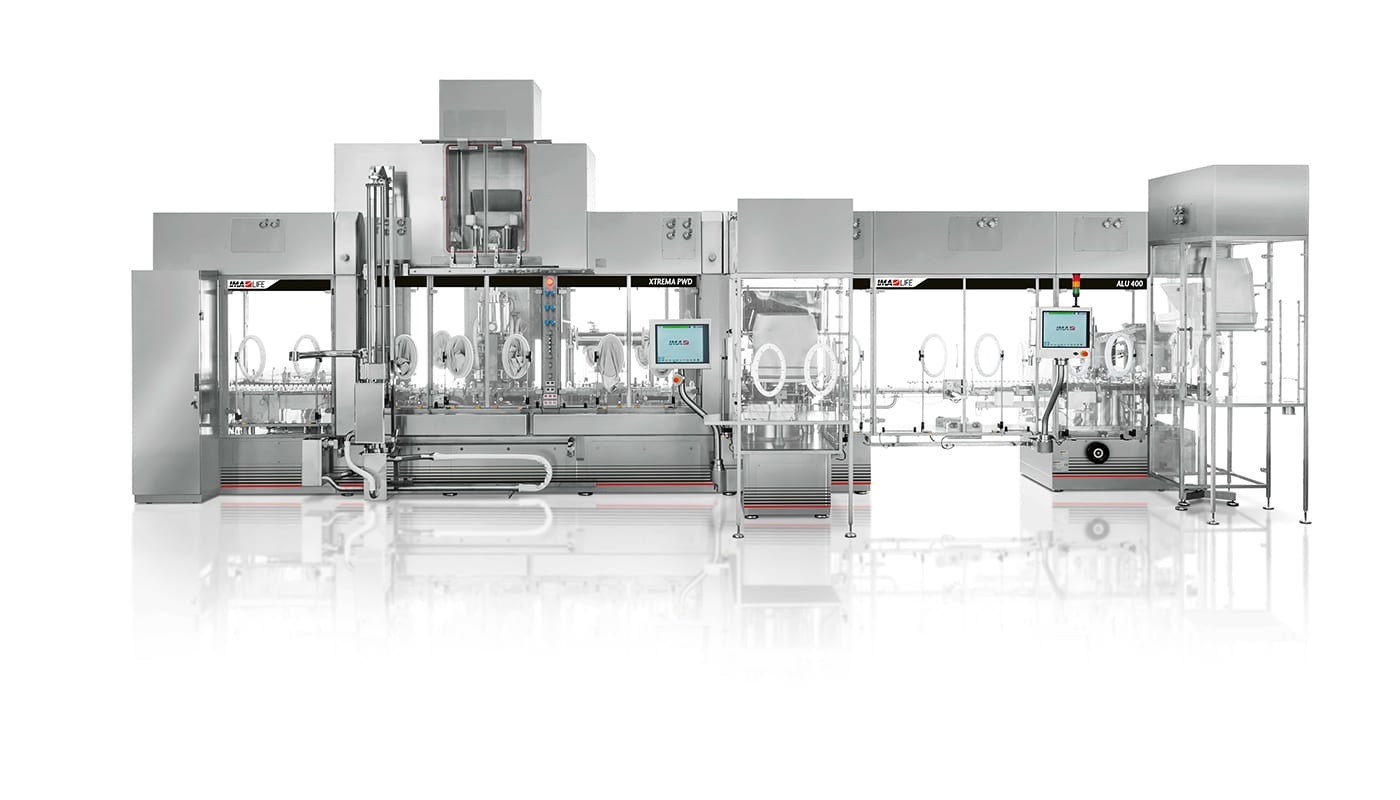
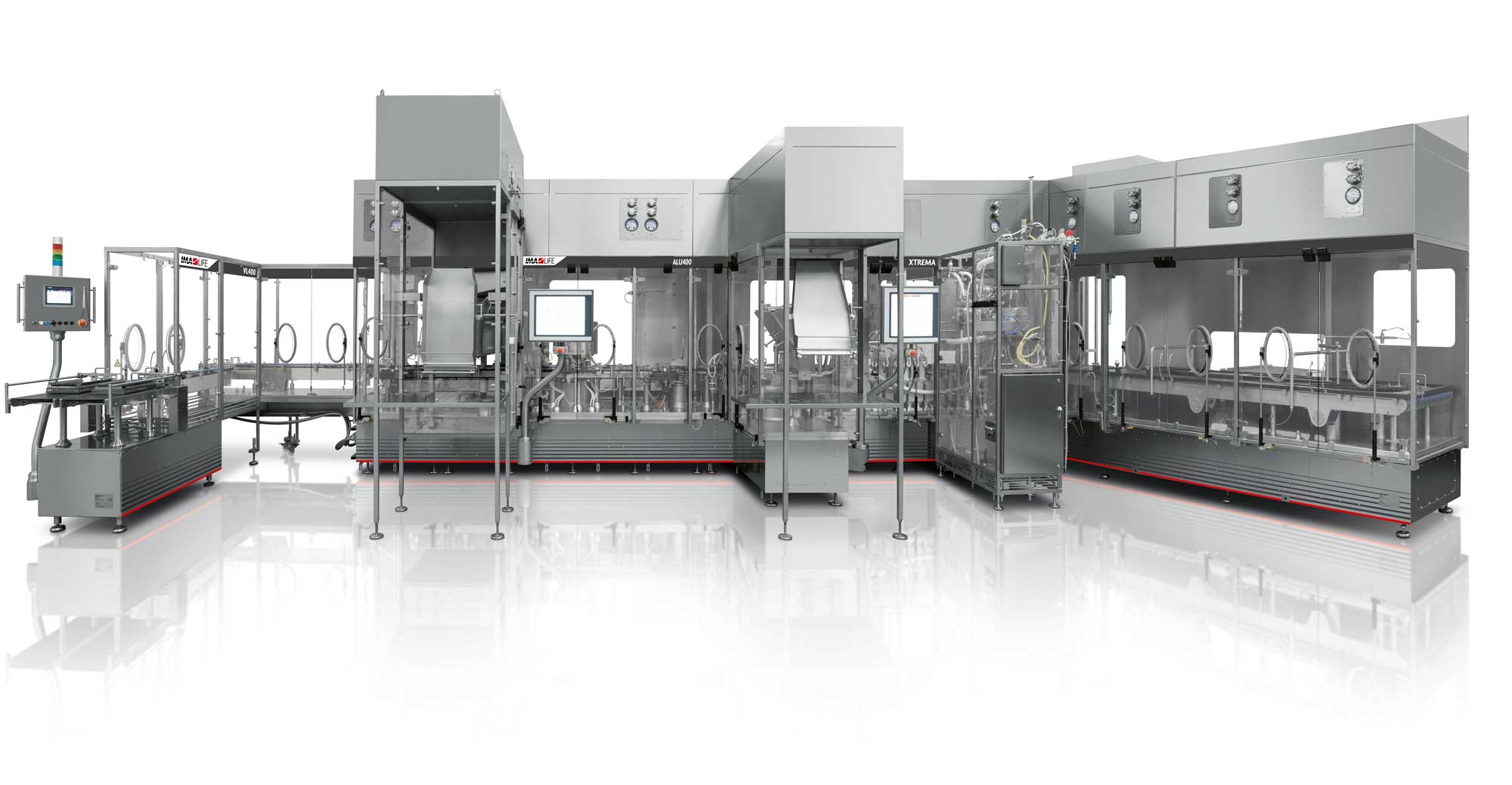
Machine overview
Ensuring safe operating conditions, by design.
Open Restricted Access Barrier Systems (Open-RABS or O-RABS) are a simple and widely adopted solution in the pharmaceutical sector to separate the production area from operators and the cleanroom environment. They maintain Grade A (ISO 5) conditions within the critical zone, supported by unidirectional airflow, while operating in a surrounding Grade B environment, in line with EU GMP Annex 1.
Although considered the “minimum barrier” for aseptic processing, Open RABS are compliant with regulatory expectations when properly designed, validated, and integrated with robust procedures. Cleaning and decontamination can be effectively managed through controlled access, manual interventions with appropriate disinfectants, and routine decontamination achievable with cleanroom VPHP cycle integration (if available), ensuring both surface cleanliness and microbial control.
Their modular and simple design makes them easy to install on aseptic filling lines, offering a cost-efficient upgrade without major facility modifications. However, since the barrier is not fully closed, their use is less suitable for potent substances or biohazardous products, where Closed RABS or isolators provide higher levels of protection.
Production plant
IMA Life
Machine highlights
-
Compliance
Provides a physical barrier between operators and critical Grade A zones, minimising the risk of microbial and particulate contamination. The design reduces operator intervention and direct interaction with critical areas, in line with GMP Annex 1 and FDA requirements.
-
First air design
Maximises machine ergonomics, ensures unidirectional airflow, and supports aseptic process management in full compliance with first air principles. Usually provided with anemometers for continuous airflow speed monitoring.
-
Flexibility
Fully configurable to suit any layout and machine configuration requested to meet customer’s need in terms of productivity and operational flexibility.
-
Easy facility integration
They are one of the simplest solutions to integrate into small cleanrooms where the use of secondary technical spaces for ventilation management is limited.
-
High reliability
Engineered for long-term robustness and stability of all functional parameters.
-
Environmental monitoring
Designed to support continuous environmental monitoring (e.g. viable and non-viable particle monitoring) directly in critical process areas with no need for open door interventions.
-
Sustainability
Designed to reduce energy consumption, operating costs, and the overall environmental and CO₂ impact on the facility
-
Cost effective
Offers lower Capex compared to traditional isolation technology solutions and is easier to integrate into brownfield installations.
Applications
O-RABS are typically employed in manufacturing environments for injectables, ophthalmic products, and other sterile medicines. They remain compliant with regulatory requirements, but their adoption in new aseptic fill-finish facilities is declining in favour of isolator technologies.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}