Case study
Mastering tablet manufacturing: how segment tools improve productivity, efficiency and consistency.
-
Reading time 7 min
-
A study by
IMA Active
-
In collaboration with
I Holland
Mastering tablet manufacturing: how segment tools improve productivity, efficiency and consistency.
The increasing use of rotary tablet presses in the pharmaceutical industry, laboratory research, and other industries is driving the growth of the rotary tablet press market across the globe. In addition to that, people’s growing health awareness in the post-Covid era has significantly raised the demand for medicines, ultimately boosting the demand for rotary tablet presses.[1]
A significant part of the pharmaceutical industry focuses on oral solid dosage (OSD) forms, which include tablets, capsules, and powders. These forms are the most common and preferred methods of drug delivery due to their convenience, stability, and ease of administration.[2]
The rotary tablet press market is expected to rise in coming years as investors increase their investment in R&D to develop innovative medicinal solutions in the form of tablets. Lastly, the advancement in technology and the introduction of tablets in the food and confectionery industries.[1]
IMA Active’s machine portfolio offers a wide range of unit operations to produce all types of oral dosage forms. This article will focus on tablet forms and the machine used to produce them: the rotary tablet press like PREXIMA 300.
They are designed to transform powdered ingredients into uniform, solid tablets, ensuring precise dosage and consistent quality.[3]
Supporting IMA Active’s innovations in tablet production, I Holland Ltd., together with Vis Viva – their Italian representatives, offer a complementary approach focused on maximising the performance and flexibility of rotary press tooling. The partnership emphasises high quality, precision engineered segments available in multiple materials including Tungsten Carbide (TC), Stainless Steel (SS) and our proprietary HPG-P alloy, designed to meet the diverse demands of modern pharmaceutical manufacturing. Coupled with multi-tip options, rapid lead times and tailored support, this concept enables manufacturers to achieve higher productivity, faster changeovers and consistent tablet quality, all while maintaining the flexibility to adapt to different formulations and production scales.
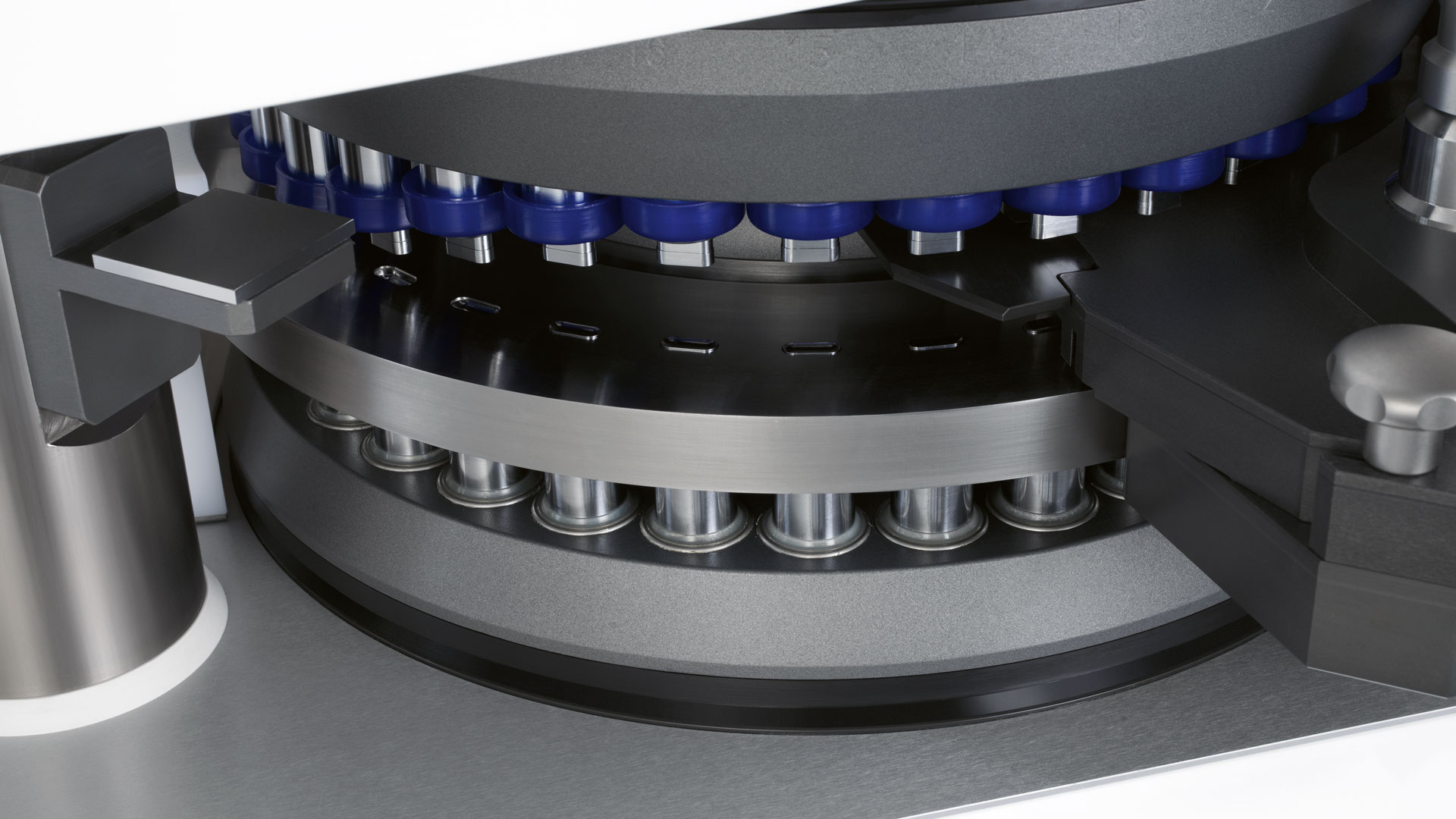
Tooling is a fundamental part of rotary tablet presses as this is what shapes the final tablet. For a given tablet shape, the upper and lower punches remain identical, but two options are available for the die bore: the first is the conventional die which is mounted inside the die plate of the rotor and the second option is to create the die bore directly on the die plate (Figure 1).
In this article, we will explore the pivotal role of rotary tablet presses and explore the specifics of segment tools, highlighting their advantages, challenges, and overall impact on the manufacturing process. By examining these elements, we aim to provide a comprehensive overview of tablet production in the pharmaceutical world. Productivity and changeover are the main benefits that segment technology brought to the market while keeping the final product quality at the same level achieved by the well-established die technology.
Productivity
Segments in tablet compression machines enhance productivity by increasing the number of punches inside the rotor. This benefit is especially noticeable with the larger punch shapes that achieve a 22% increase in output for the EU-D punch dimension, considering a PREXIMA 300 rotor.
This increase is easily explained by the losses of those dies having a predetermined, according to standard radius.
On the other hand, with a smaller punch size increased output is less significant. A clear example of this statement is the IMA 8 standard, for which the external die size reaches the optimal dimension to fit the same number of punches as for segment technology. PREXIMA 300 highlights this aspect, showing that the use of segment technology is convenient when coupled with large tablet dimensions or when the powder blend requires high dwell time. For these two cases, the number of punches than can be fitted inside the rotor is higher than with die technology, both for PREXIMA 300 and PREXIMA 800, allowing an increase in throughput.

Figure 1: PREXIMA 300 die plate with dies (left) and PREXIMA 300 segment plate (right).
Changeover
An additional advantage of segmented dies is the accelerated changeover process. Segmented dies consist of individual sections that can be easily removed and replaced. This modular design significantly reduces the time required to change the tooling configuration. Moreover, the segmented structure simplifies the cleaning process as each segment can be cleaned independently. Using segment technology, cleaning time and overall setup time for different tablet formulations are reduced compared to dies. Faster changeovers lead to increased equipment uptime and higher overall productivity as machine downtime is minimised. This improves production flexibility enhancing the efficiency for batch and continuous technology. Segmented dies effectively streamline the changeover process, resulting in possible time and cost savings for pharmaceutical manufacturers (Graph 1).
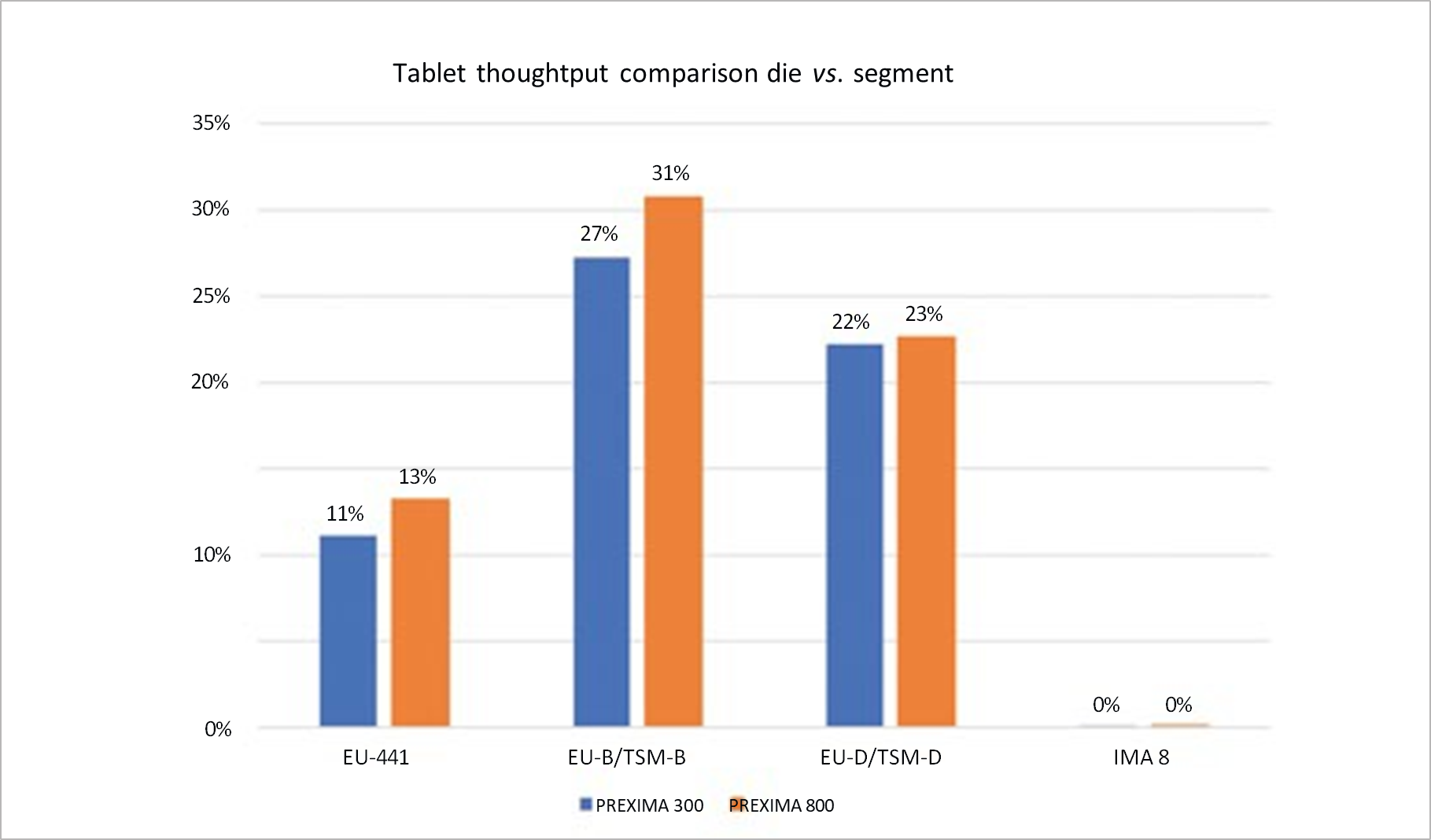
Graph 1: percentage increase of tablet throughput using segment technology compared to die technology.
Efficiency, accuracy and precision
Ensuring accuracy and precision in the production of a pharmaceutical tablet press involves meticulous attention to both die and segment technologies.
Both rely on precisely engineered cavities within which the tablet material is compressed. This state-of-the-art manufacturing technology achieves the highest efficiency regardless of the technology chosen.
Manufacturing accuracy is based on the uniformity of die dimensions and the consistency of the filled material, ensuring each tablet meets stringent specifications.
This fact is proven by the high stability of tablet mass shown in Graph 2.
IMA tablet presses, as well as other products in of IMA portfolio, combine process and equipment engineering which allows high levels of accuracy and precision to be achieved,[4] thereby ensuring the efficacy and safety of the final product regardless of the dies or segment technology used.
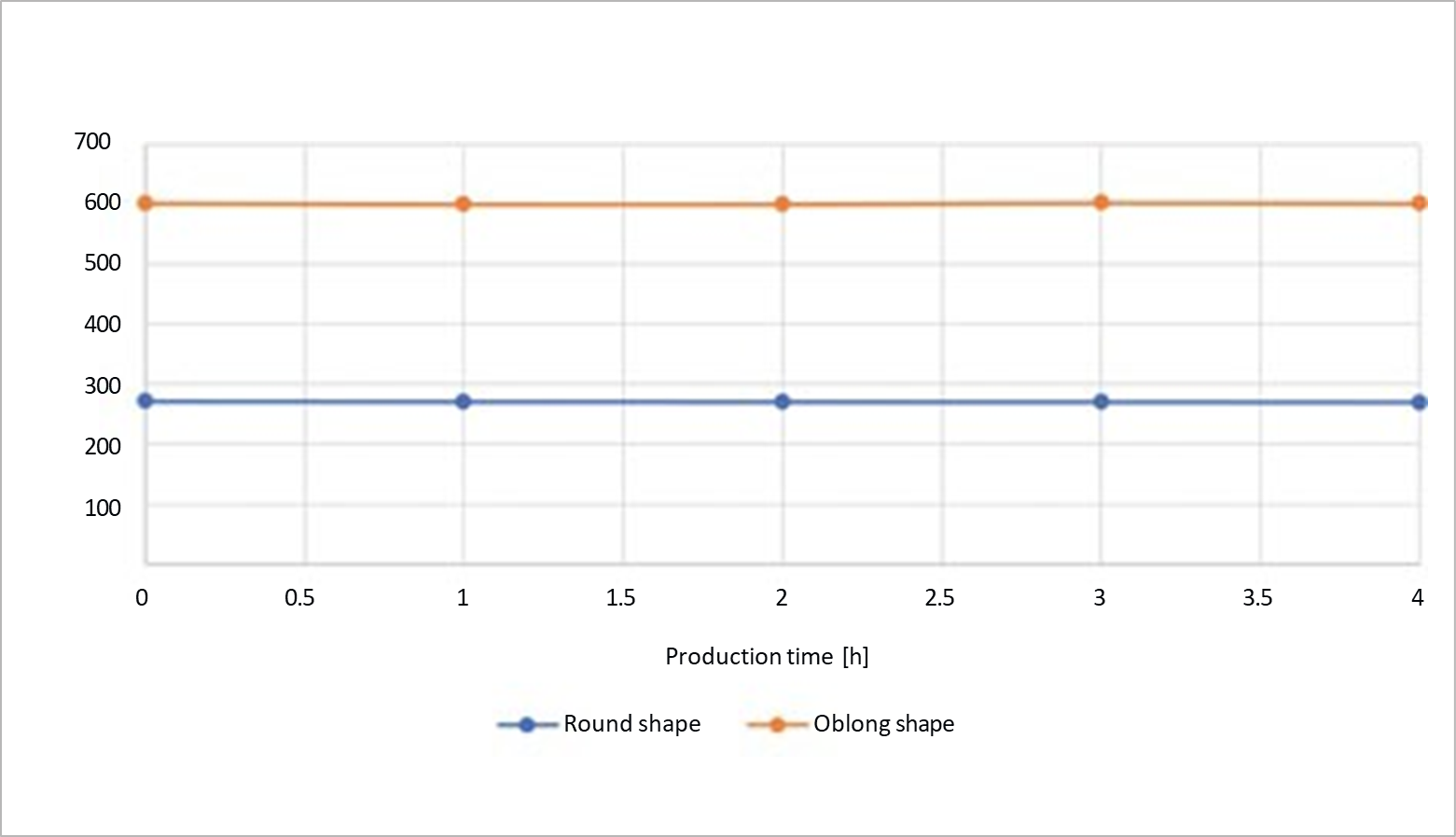
Graph 2: consistency and stability of tablet mass weight during 4h production.
Conclusion
In the pharmaceutical industry, tablet manufacturing plays a vital role in the production of medicines.[5] Tablets will remain the preferred dosage form in the worldwide market and this market is expected to grow further.[6] In this context IMA Active continuously innovates its machines and their technology to provide the customer with only state-of-the-art products.
Among the aforementioned benefits, we should also consider the potential disadvantages associated with segment tools, such as the initial investment cost and formulation compatibility. The aim of this article is to clarify these advantages and disadvantages because it is crucial and enables informed decisions when selecting and utilising segment tools in the pharmaceutical industry.
IMA Active Competence Center technologists are fully able to support customers, helping them to carefully weigh the pros and cons in order to optimise
tablet production and maintain high standards of quality in the ever-evolving pharmaceutical landscape.
IMA proposes to offer pharmaceutical companies the capability and flexibility of PREXIMA family tablet presses which can be coupled with both segment tooling and standard dies, without affecting product quality and leaving all the benefits derived from both die and segment technologies..
References
- Rotary tablet press market size, share, trends, opportunities & forecast, “Verified Market Research”, https://www.verifiedmarketresearch.com/product/rotary-tablet-press-market/.
- Mendez , Muzzio F., Velazquez C., Study of the effecrs of feed frames on powder blend properties during the filling of tablet press dies, “Powder Technology”, 105-116, 2010.
- PREXIMA Determination of the effect of the pre-compression force on the tablet hardness, obtained at constant value of the main compression force, https://ima.it/personalcare/machine/prexima-personal-care/.
- Autoregulation function on DOMINA tablet press, https://ima.it/pharma/paper/autoregulation-function-on-domina-tablet-press/.
- Formulating tablets layer by layer, https://ima.it/pharma/paper/formulating-tablets-layer-by-layer/.
- Tablet rotary presses market size, share and overview, 2031, https://www.businessresearchinsights.com/market-reports/ tablet-rotary-presses-market-105778.
Prexima
Powered by IMA Active’s knowledge of the sector, designed with unique Italian style, built to deliver top-level performance, Prexima drives productivity to a higher level of efficiency.
