White paper
Accuracy, productivity and cleanliness: how to achieve the best results in nutraceutical capsule filling processes.
-
Reading time 11 min
-
A study by
IMA Active
-
Exclusively for
Nutraceutical Business Review, January 2026
Capsule filling has evolved over the years, driven by an expanding market and by leading manufacturers of pharmaceutical processing and packaging solutions such as IMA, a group whose innovative technologies are supporting pharma and nutraceutical companies around the world.
The division specialising in solid dose forms, IMA Active, has been developing a broad range of capsule fillers since the 1960s, basing its technologies on consolidated automation competencies and in-depth analyses of each product submitted for trials, a procedure adopted systematically in order to define a bespoke solution for each of its customers.
Key features of IMA Active’s capsule filling technology include a bowl/tank with adjustable powder layer height and a dosing unit whose chamber volumes can be easily configured and allow for variable tamping values. A selection of optional features exist, such as a suction system implemented beneath the bowl that extracts air from fluffy powders and pre-compacts the product prior to its uptake into the dosing unit chamber. Output performance achieved by the different fillers in the range reaches up to 200,000 capsules/hour, enabling large volumes and fast time to market.
In this article, we will examine a case in which a combination of laboratory-executed trials, IMA Active technological features and several decades of experience in these applications all converge to deliver a reliable, high-performance solution.
What are we processing? Arachis Hypogaea
In the case we are about to examine, the product is a plant-based powder mixture. The plant-derived ingredient, Arachis Hypogaea, represents one third of the filled volume and excipients the remaining two thirds. Used either as a high-protein food supplement or as a treatment to reduce the severity of allergic reactions to peanuts, Arachis Hypogaea is a blend containing ingredients of vegetable origin. Processing powder mixtures containing similar raw materials varies according to the specific physical characteristics of the powder, so it is vital the material is analysed using only certified equipment managed by IMA Active’s knowledgeable laboratory technologists and technicians from the company’s Competence Center.
A glance at the IMA Active Competence Center
This specialised unit serves both the pharma and nutraceutical markets and is devoted to increasing IMA Active’s expertise in oral solid dose which includes the capsule filling area. The Competence Center also provides a hub for our customers in terms of knowledge and resources, support, guidance and even training opportunities. Process implementation and optimisation, up and downscaling, troubleshooting and assistance are all contemplated by the Competence Center team.
When approached by a customer with a new requirement, a trial and analysis session is performed at the Competence Center to determine the appropriate equipment and processing parameters to obtain the best in terms of product quality, processing performance and efficiency.
Density, moisture and particle size are evaluated meticulously using methods and machines recommended by the United States Pharmacopoeia (USP) and/or the European Pharmacopoeia (Ph. Eur.). According to the scientifically documented data obtained – measuring flowability, fluffiness and the product’s susceptibility to tamping the Competence Center team will outline the necessary trial to determine the optimum production scenario.
The Competence Center is equipped with 3 capsule filling solutions used for trials and product analysis:
• ADAPTA 100 for medium to high output volumes, also enabling direct upscaling;
• ZANASI 40 for low to medium output volumes;
• MINIMA table-top capsule filler for preliminary analysis.
Arachis Hypogaea: the findings and the requested output
Testing demonstrated the following characteristics: low density and poor flowability as documented in Table 1.
| Bulk density | Tapped density | Carr Index |
| 0.334 g/mL | 0.491 g/mL | 32% (very poor flowability) |
Table 1: technological characteristics of Arachis Hypogaea powder mixture: densities and flowability.
Taken as a reference, the bulk and tapped density values indicate a predictable net weight in a size 00 capsule of just 304 mg or 447 mg, both far short of the desired net 600 mg target, even considering an acceptable tolerance on the individual sample set at <5% of the average gross weight. Clearly, the powder mixture would need to be compacted, achieving a density of 0.659 g/mL, more or less double, to reach the 600 mg/capsule. Particle size distribution was measured using Giuliani® sieves. As seen in Graph 1, particle size of the powder mixture showed a main particle fraction (38%) between 355 and 500 μm. This shows a coarse powder profile. In this case, the average particle diameter obtained with the sieve method, equivalent to 406 μm, also lies within this same range. Equipped with a Sartorius® MA160 at the Competence Center, investigation of moisture content using the Loss on Drying (105°C) method also proved the powder to be in line with several other plant-based powders. It was found to be 3.17% M.
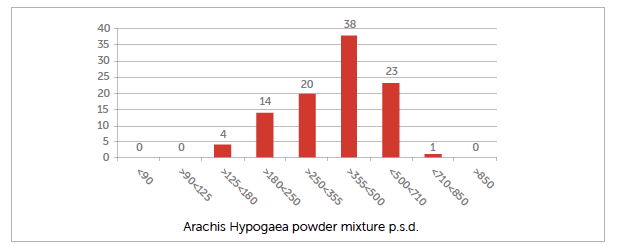
Graph 1: technological characteristic of Arachis Hypogaea powder mixture: particle size distribution.
Considering the target set by the customer (fill weight: 600 mg ), and based on the best-case scenario of the powder’s actual tapped density that would be capable of generating a net weight of 447 mg, the challenge was to increase the net weight inside the capsule by 34.2%.
IMA Active suction bowl technology for consistent results
Even before running complete trials on a sample of Arachis Hypogaea at the IMA Active Competence Center, it was clear that only a by implementing a suction bowl would it be possible to obtain the required 600 mg net weight. The key to the solution: an adequate powder layer height in the suction bowl, combined with adequate suction under the pre-defined mesh (<125 μm) would allow sufficient pre-compacting of the powder, so as to increase its density and ultimately achieve the target weight, using proper dosing chamber height and proper powder tamping. Pioneered by IMA for several decades, the suction bowl is ideal for fluffy powders, eliminating the air between particles, pre-compacting the powder before it enters the capsule and densifying the layer of powder in the bowl. Benefits of the suction bowl include:
• Increased amount of powder in the bowl (subject to the cohesive characteristics of the powder);
• Increased amount of powder in the capsule obtained immediately:
• Consistency of the net weight achieved throughout the production run.
IMA Active’s 30-years experience in suction bowl solutions enables the capsule filler to perform consistently throughout production.
With reference to the trials run on Arachis Hypogaea, suction bowl technology enabled the dosing unit to collect the adequate amount of powder without exceeding the rim of the capsule body when filled. Use of the suction bowl also made it possible to limit the application of compression inside the unit. In many cases, this can be avoided, especially when processing sticky powders, where forced tamping may have negative effects on both dosing and equipment run efficiency.
Processing parameters recorded during the trial
| Capsule type/size | IMA machine | Bowl type |
| Lonza Capsugel®; size 00 (body length: 20.22 mm) | ADAPTA 100 capsule filler | Suction |
Powder layer height | Dosing chamber height | Powder tamping | Achieved output |
50 mm | 18.05 mm | 4 mm | 80,000 |
Table 2: processing parameters for the Arachis Hypogaea powder mixture.
Outcome
Despite low bulk and tapped density of Arachis Hypogaea, the 600 mg fill weight target was achieved consistently during the trial performed on the ADAPTA 100 capsule filler, producing 80,000 capsules/hour. Proper conditioning of the powder layer (h = 50 mm) in a suction bowl with an appropriate mesh diameter (<125 μm) was able to counteract the fluffiness and poor flowability of the powder mixture. Modest compression within the dosing unit kept the powder level below the rim of the size 00 capsule (h = 20.22 mm). This helped to avoid dust on the machine during high-speed processing. The trial ran for over two hours, delivering capsules on target in terms of weight, verified using ADAPTA 100 total production control function which weighs every single capsule produced. Statistically, 1.5% Relative Standard Deviation was noted with unimodal distribution of gross weights and high yield (99.6%) with individual sample tolerance set at 5% of mean gross weight. Totally satisfied with the performance reached during the trial on ADAPTA 100, it was decided to scale up to an output of 160,000 capsules/hour implementing exactly the same parameters on IMA Active’s PRACTICA 200 capsule filling machine. These volumes have enabled the customer to boost productivity beyond initial expectations.
Conclusions
IMA uses a capsule filling technology based on alternating motion of the dosing unit. The dosing chamber gathers the powder from a bowl, then rotates and releases the slug into the capsule. In certain cases, a suction bowl is implemented to deal with low-density products having a high target weight. Density and particle size distribution recorded by Competence Center team, using a small product sample prior to testing allow early optimisation of process parameters. In the case examined: the need for a suction bowl with a dedicated mesh. Once in the machine, deviation from the target weight decreases, dosing takes place in a consistent and cleaner manner. Exclusive technical solutions developed by IMA Active also make it possible to maintain and prolong performance throughout production.
Partnering the nutraceutical industry with capsule-filling solutions worldwide
IMA has installed over 6,000 capsule fillers worldwide. Extensive experience gained in this area and the knowledge acquired by the IMA Active division in over 50 years are helping the nutraceutical industry to evolve and exploit the latest capsule-filling technologies. Pioneering a technology that implements alternate motion and which can be complemented when necessary by supporting features and technologies, the machines are smart in the way they adapt to a wide variety of nutraceutical products. Another hallmark of these machines is their superior versatility. They can be designed to handle different batches with minimal maintenance between one production run and the next. None of this is easy to achieve on machines using the tamping pin technology because they require long cleaning processes and tool-changing sessions between production runs. Based on fruitful partnerships with a selection of customers to determine the most appropriate solutions, today’s range of capsule fillers successfully implements the high-performance technologies pioneered by IMA. In a market that is growing at unprecedented rates, responding to increasing demand, where quality of the product is as important to producers as the volumes sold, IMA Active ensures filling precision and consistency. Cost-effective production is achieved through major flexibility and efficiency, and the cost per capsule drops accordingly, thereby helping the industry to keep pace with the increasing demand.
How versatile suction bowl technology manages very fine powders of vegetable origin
It is important to note that for each customer requirement and following analysis of the powder mixture, when implementing the suction bowl, the mesh opening is defined, not with an eye to selecting or filtering particles, but with view to optimising the benefits of the suction bowl technology. In a case dealing with a very fine powder (data presented in Graph 2, a mesh size of less than 38 μm was needed to process the product correctly.
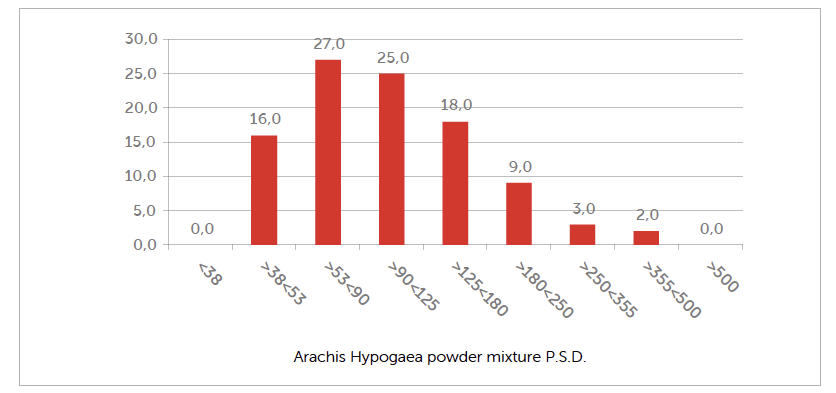
Graph 2: technological characteristic of Melissa officinalis powder mixture: very fine particle size distribution.
Analyses such as these are made for all customer enquiries in order to establish the optimum solution (Table 3). The tracks featuring the mesh in an IMA Active capsule filler using a suction bowl are interchangeable and can be replaced according to the particle size distribution data, allowing companies to switch from one production recipe to another using the same capsule filler. Changing them is simple and accomplished in a short time.
Plant-based powder analysis | Arachis Hypogaea | Melissa Officinalis |
Particle size | 125–710 μm | 38–355 μm |
Average particle | 406 μm | 114 μm |
d50 USP Classification | Coarse | Very fine |
Suction bowl defined | <125 μm | <38 μm |
Table 3: plant-based powder mixtures technological characteristics comparison.
ADAPTA 100-200
The evolving capsule filler.
Deep knowledge has allowed the IMA capsule fillers to evolve and adapt to the ever changing requirements of the market.
